


I. ņä£ļĪĀ
18ņäĖĻĖ░ņŚÉ ņŗ£ņ×æļÉ£ ĻĄÉņĀĢņ╣śļŻīĻ░Ć 20ņäĖĻĖ░ ļōżņ¢┤ņä£ ņÜ░ļ”¼ņŚÉĻ▓ī ņØĄņłÖĒĢ£ ņśżļŖśļéĀņØś ĒśĢĒā£ļź╝ Ļ░¢ņČöĻĖ░ ņŗ£ņ×æĒ¢łļŗż. 100ļģäņØ┤ ļäśļŖö ĻĖ░Ļ░ä ļÅÖņĢł ņ╣śņĢäļź╝ ņøĆņ¦üņØ┤ĻĖ░ ņ£äĒĢ£ ĒלņØĆ ļīĆļČĆļČä ĻĖłņåŹ ļśÉļŖö Ļ│Āļ¼┤ ņåīņ×¼ļĪ£ļČĆĒä░ ļ░£Ē£śļÉśņŚłļŗż. 20ņäĖĻĖ░ ļ¦ÉņŚÉ ņŗ¼ļ»Ėņä▒ņØ┤ ņÜ░ņłśĒĢ£ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śĻ░Ć Ļ░£ļ░£ļÉśņ¢┤ ņĀÉņ░© ņé¼ņÜ®ļ▓öņ£äĻ░Ć ĒÖĢļīĆļÉśĻ│Ā ņ׳ļŗż. Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śļŖö ĻĖ░ņĪ┤ ĻĄÉņĀĢņןņ╣śņÖĆ ļ╣äĻĄÉĒĢśļ®┤ ļłłņŚÉ ņל ļ│┤ņØ┤ņ¦Ć ņĢŖņ£╝ļ®░ ņŗØņé¼ĒĢĀ ļĢī ĒÖśņ×É ņŖżņŖżļĪ£ ņןņ╣śļź╝ ļ║ä ņłś ņ׳ņ¢┤ņä£ ņ£äņāØĻ┤Ćļ”¼ņŚÉļÅä ņ£Āļ”¼ĒĢśļŗżļŖö ņןņĀÉņØ┤ ņ׳ļŗż. ĻĘĖļ¤¼ļéś ņóŗņØĆ Ļ▓░Ļ│╝ļź╝ ņ£äĒĢ┤ņä£ļŖö ĒÖśņ×ÉņØś ĒśæņĪ░Ļ░Ć ĒĢäņłśņĀüņØ┤ļ®░, ņ¦Ćņ╣©ņŚÉ ļö░ļØ╝ ņל ņé¼ņÜ®ĒĢśļŹöļØ╝ļÅä ĻĘĖ ĒÜ©Ļ│╝ļŖö ĻĖ░ņĪ┤ ņןņ╣śņØś ņłśņżĆņŚÉ ļ»Ėņ╣śņ¦Ć ļ¬╗ĒĢ£ļŗżĻ│Ā ņĢīļĀżņĀĖ ņ׳ļŗż[1].
ņĄ£ĻĘ╝ ņāłļĪ£ņÜ┤ ņåīņ×¼ņÖĆ ņĀ£ņ×æļ░®ļ▓ĢņØä ņØ┤ņÜ®ĒĢ£ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śĻ░Ć Ļ░£ļ░£ļÉśņ¢┤ Ēł¼ļ¬ģĻĄÉņĀĢņØś ņןņĀÉņØä ĻĘ╣ļīĆĒÖöĒĢśļ®┤ņä£ ļČĆņĪ▒Ē¢łļŹś ņ╣śļŻīĒÜ©ņ£©ņØä ņ”Øņ¦äņŗ£Ēé¼ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ļ│┤ņŚ¼ ņåīĻ░£ĒĢ£ļŗż.
II. ļ│ĖļĪĀ
ļ©╝ņĀĆ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣ś ņĀ£ņ×æļ░®ļ▓ĢņŚÉ ļīĆĒĢ┤ ņé┤ĒÄ┤ļ│┤ņ×É.
1. ņĀäĒåĄņĀüņØĖ ņłśņ×æņŚģ ņĀ£ņ×æ ļ░®ļ▓Ģ
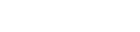
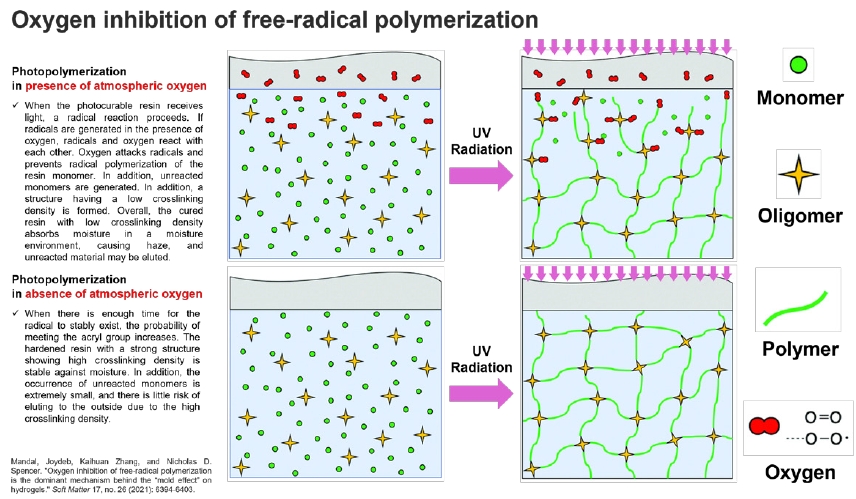
ņØ╝ļ░śņĀüņ£╝ļĪ£ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śļź╝ ļ¦īļō£ļŖö ļ░®ļ▓ĢņØĆ ņøÉĒĢśļŖö ņ£äņ╣śļĪ£ ļ░░ņŚ┤ņŗ£Ēé© ņ╣śņĢä ļ¬©ĒśĢņŚÉ ņŚ┤ņä▒ĒśĢņØ┤ Ļ░ĆļŖźĒĢ£ ņ¢ćĻ│Ā Ēł¼ļ¬ģĒĢ£ ņŗ£ĒŖĖļĪ£ ņĢĢļĀźņØä Ļ░ĆĒĢ┤ ņ░Źņ¢┤ ļ¦īļō£ļŖö Ļ▓āņØ┤ņŚłļŗż. ĻĘĖ Ļ│╝ņĀĢņØä Ļ░äļŗ©Ē׳ ņé┤ĒÄ┤ļ│┤ļ®┤ ļŗżņØīĻ│╝ Ļ░Öļŗż.
ņל ļŗżļō¼ņ¢┤ņ¦ä ņäØĻ│Ā ļ¬©ĒśĢņŚÉņä£ ņØ┤ļÅÖņŗ£ĒéżĻ│Āņ×É ĒĢśļŖö ņ╣śņĢäļź╝ Ļ░ĆļŖö ņŗżĒå▒ņ£╝ļĪ£ ņלļØ╝ņä£ ļ▓ĀņØ┤ņŖżļĪ£ļČĆĒä░ ļČäļ”¼ĒĢ£ļŗż. ļČäļ”¼ļÉ£ ņ╣śņĢäļź╝ ņāłļĪ£ņÜ┤ ņ£äņ╣śļĪ£ ņØ┤ļÅÖņŗ£ņ╝£ ņÖüņŖżļź╝ ņØ┤ņÜ®ĒĢ┤ ņ×äņŗ£ļĪ£ Ļ│ĀņĀĢĒĢ£ļŗż. ņĀäņ▓┤ņĀüņØĖ ļ░░ņŚ┤ņØ┤ ņÖäņä▒ļÉśļ®┤ ļĀłņ¦ä ļō▒ņ£╝ļĪ£ ļŗ©ļŗ©Ē׳ Ļ│ĀņĀĢĒĢ£ļŗż. ņ╣śņĢäļŖö ņŚ┤ņä▒ĒśĢĻĖ░ņØś ļåÆņØĆ ņŚ┤Ļ│╝ ņĢĢļĀźņØä Ļ▓¼ļö£ ņłś ņ׳ņØä ņĀĢļÅäļĪ£ Ļ▓¼Ļ│ĀĒĢśĻ▓ī Ļ│ĀņĀĢļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż(Fig. 1,2).
ņØ┤ļĢī ņ╣śņĢä ņØ┤ļÅÖņØĆ ņł£ņĀäĒ׳ ņłĀņ×ÉņØś ņåÉĻ│╝ ļłłņØś ļŖÉļéīņ£╝ļĪ£ ņØ┤ļÅÖĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ, Ļ│äĒÜŹņŚÉ ļö░ļźĖ ņĀĢĒÖĢĒĢ£ ņ¢æļ¦īĒü╝ ņØ┤ļÅÖņŗ£ĒéżĻĖ░Ļ░Ć ņ¢┤ļĀĄĻ│Ā ņØ┤ļÅÖļ¤ēņØä ņĖĪņĀĢĒĢśĻĖ░ļÅä ņ¢┤ļĀĄļŗż. ļ¦īņĢĮ ļ¦ÄņØĆ ņØ┤ļÅÖņØ┤ ĒĢäņÜöĒĢ£ Ļ▓ĮņÜ░ļØ╝ļ®┤ Ļ░ü ļŗ©Ļ│äņØś ņØ┤ļÅÖļ¤ēņØä ņØ╝ņĀĢĒĢśĻ▓ī ņĪ░ņĀĢĒĢśĻĖ░ ņ¢┤ļĀĄĻ│Ā ņĀäņ▓┤ ņĀ£ņ×æņŚÉ ļ¦ÄņØĆ ņŗ£Ļ░äņØ┤ ņåīņÜöļÉ£ļŗżļŖö Ļ▓āņØ┤ Ļ░Ćņן Ēü░ ņ¢┤ļĀżņøĆņØ╝ Ļ▓āņ£╝ļĪ£ ņŚ¼Ļ▓©ņ¦äļŗż.
2. 3D Ēöäļ”░Ēīģ ļ¬©ļŹĖņØä ņØ┤ņÜ®ĒĢ£ ņŚ┤ņä▒ĒśĢ ņĀ£ņ×æ ļ░®ļ▓Ģ
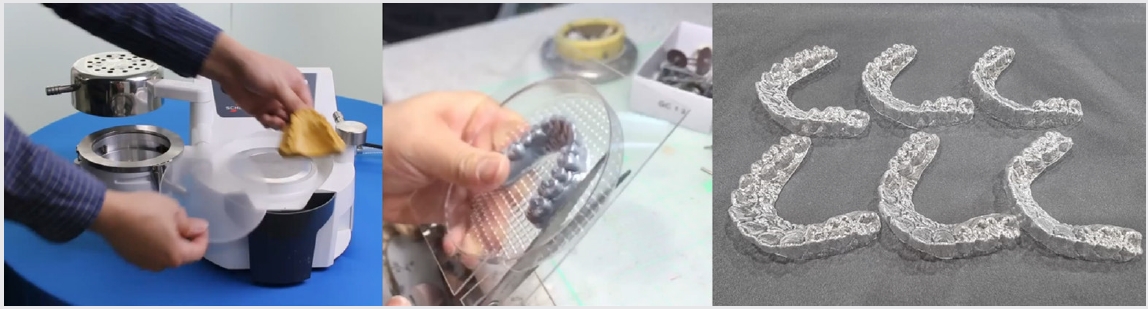
ļööņ¦ĆĒäĖ ĻĖ░ņłĀņØś ļ░£ņĀäņ£╝ļĪ£ ņØĖĒĢ┤ ĻĄ¼Ļ░Ģ ņŖżņ║Éļäł ļśÉļŖö ļ¬©ļŹĖ ņŖżņ║Éļäł ļō▒ņØä ņé¼ņÜ®ĒĢśĻ│Ā ņ׳ļŖö ņ╣śĻ│╝Ļ░Ć ļ¦ÄņØ┤ ļŖśņŚłļŗż. ĻĘĖ Ļ▓░Ļ│╝, ņäØĻ│Ā ļ¬©ĒśĢņØ┤ ņĢäļŗī 3ņ░©ņøÉ ņŖżņ║öņ£╝ļĪ£ ņ¢╗ņ¢┤ņ¦ä ļööņ¦ĆĒäĖ ļ¬©ĒśĢņ£╝ļĪ£ ņģŗņŚģņØä ĒĢĀ ņłś ņ׳Ļ▓ī ļÉśņŚłļŗż. ņäØĻ│Ā ļ¬©ĒśĢņŚÉņä£ Ēå▒ņØä ņØ┤ņÜ®ĒĢ┤ņä£ ņ╣śņĢäļź╝ ļČäļ”¼ĒĢśļŖö Ļ│╝ņĀĢņØ┤ ļööņ¦ĆĒäĖ ļ¬©ĒśĢņØä ņØ┤ņÜ®ĒĢ£ ņģŗņŚģņŚÉņä£ļŖö ņ×ÉļÅÖņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦äļŗż. ņØ┤ ļ░®ņŗØņØś ņןņĀÉņØĆ Ļ░ĆņāüņØś 3ņ░©ņøÉ Ļ│ĄĻ░äņŚÉņä£ ņĄ£ņóģ ļÅäļŗ¼ĒĢśĻ│Āņ×É ĒĢśļŖö ņ£äņ╣śņŚÉ ņ╣śņĢäļź╝ Ļ░ĆņĀĖļŗż ļæÉĻ│Ā, ĒĢ£ ļŗ©Ļ│äņØś ņØ┤ļÅÖļ¤ēņØä ņĀĢĒĢ┤ņŻ╝ļ®┤, ņżæĻ░ä Ļ│╝ņĀĢņØś ņĀÉņ¦äņĀüņØĖ ņ╣śņĢä ņØ┤ļÅÖņØä ļ░śņśüĒĢśļŖö ļ¬©ĒśĢņØ┤ ĒĢ£Ļ║╝ļ▓łņŚÉ ņ×ÉļÅÖņ£╝ļĪ£ ņāØņä▒ļÉ£ļŗżļŖö Ļ▓āņØ┤ļŗż. ņŚ¼ĻĖ░ņŚÉ ļŹöĒĢ┤ ņĄ£ņóģ ļ¬®ņĀüņ¦ĆļÅä ņłĀņ×ÉņØś ņ╣śļŻīĻ│äĒÜŹņŚÉ ļö░ļØ╝ ļŗżņ¢æĒĢśĻ▓ī ņäżņĀĢĒĢ┤ņä£ ĻĘĖ Ļ▓░Ļ│╝ļź╝ ļ╣äĻĄÉĒĢ┤ļ│┤Ļ│Ā ļ¦łņØīņŚÉ ļō£ļŖö Ļ▓āņØä ņäĀĒāØĒĢśĻĖ░ļÅä ņēĮļŗżļŖö ņןņĀÉņØ┤ ņ׳ļŗż.
ņŚ¼ĻĖ░ņŚÉ ņé¼ņÜ®ļÉśļŖö ņåīĒöäĒŖĖņø©ņ¢┤ļŖö ņŗ£ņżæ ņŚ¼ļ¤¼ ĒÜīņé¼ņŚÉņä£ ĒīÉļ¦żņżæņØĖ ĒöäļĪ£ĻĘĖļשņØä ĻĄ¼ņ×ģĒĢ┤ņä£ ņøÉļé┤ ņ╗┤Ēō©Ēä░ņŚÉ ņäżņ╣śĒĢśņŚ¼ ņé¼ņÜ®ĒĢśļŖö ļ░®ļ▓ĢņØ┤ ņ׳ļŗż. Maestro 3D Ortho Studio(AGE Solutions S.r.l. Pisa, Italia)ļéś 3 Shape Ortho Analyzer(3 Shape, Copenhagen, Denmark) ļō▒ņØ┤ ĻĘĖĻ▓āņØ┤ļŗż(Fig. 3).
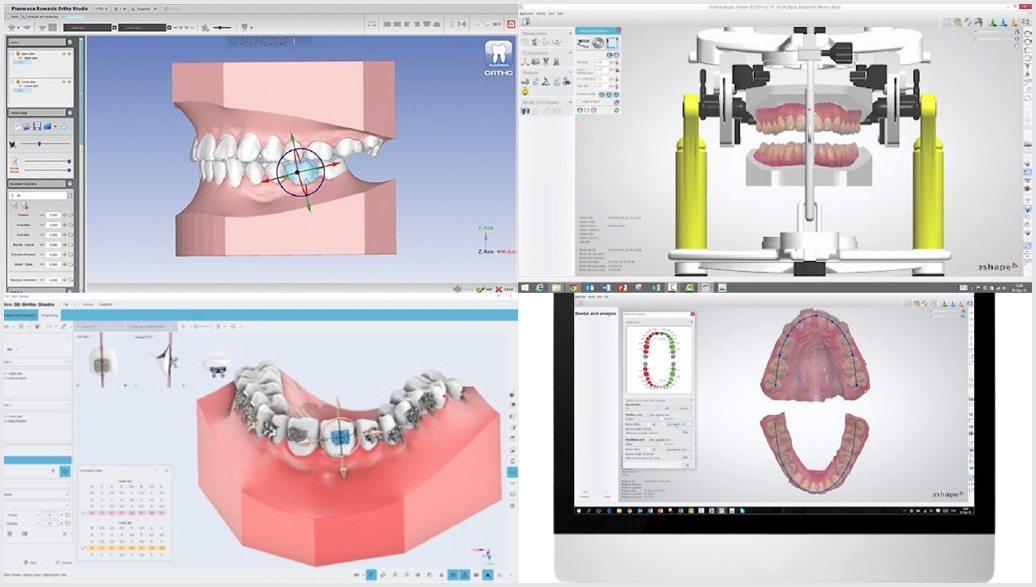
ņØ┤Ļ▓āļōżņØĆ ĒĢ┤ņÖĖ ņĀ£ņ×æ ņåīĒöäĒŖĖņø©ņ¢┤ņØ┤ļ®░ ĻĄŁļé┤ ņĀ£ņ×æ ņåīĒöäĒŖĖņø©ņ¢┤ļĪ£ļŖö DIORCO(Seoul, Korea)ņØś ņśżĒåĀļØ╝ņØĖ(Autolign)ņØ┤ ņ׳ļŗż(Fig. 4).
ņ╗┤Ēō©Ēä░ņŚÉ ņäżņ╣śĒĢśņ¦Ć ņĢŖĻ│Ā ņø╣ņāüņŚÉņä£ ņŗżĒ¢ēļÉśļŖö Sure Smile(DENTSPLY SIRONA, Charlotte, NC, USA) ļśÉļŖö DentOne(DIORCO Co, Seoul, Korea)ņØ┤ļØ╝ļŖö ņä£ļ╣äņŖżļÅä ņ׳ļŗż.
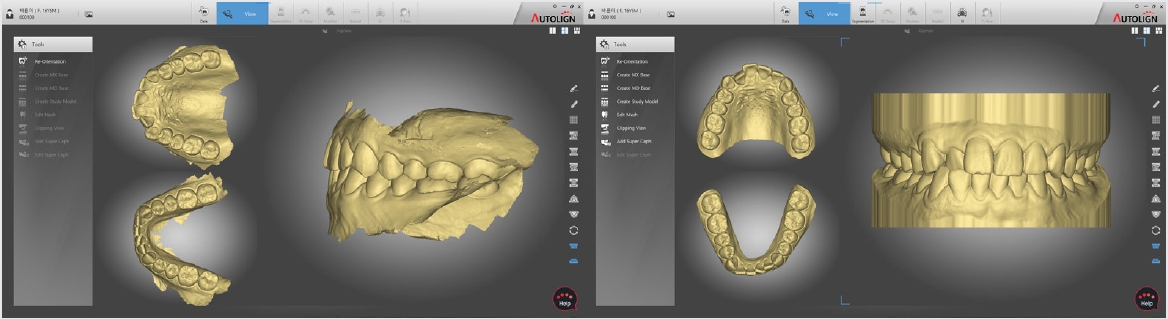
ņĀĆņ×ÉņØś Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣ś ņĀ£ņ×æ Ļ│╝ņĀĢņØä ņé¼ņ¦äĻ│╝ ĒĢ©Ļ╗ś ņäżļ¬ģĒĢśļ®┤ ļŗżņØīĻ│╝ Ļ░Öļŗż. ĻĄŁļé┤ ņĀ£ņ×æ ņåīĒöäĒŖĖņø©ņ¢┤ ņśżĒåĀļØ╝ņØĖņØä ņØ┤ņÜ®ĒĢśņśĆļŗż.
ĻĄ¼Ļ░Ģ ņŖżņ║ÉļäłļĪ£ļČĆĒä░ ĒÜŹļōØļÉ£ ņāüĒĢśņĢģ ļööņ¦ĆĒäĖ ņŖżņ║ö ņĀĢļ│┤ļź╝ ņåīĒöäĒŖĖņø©ņ¢┤ļĪ£ ļČłļ¤¼ļōżņŚ¼ ĒÖśņ×É ņĀĢļ│┤ņÖĆ ĒĢ©Ļ╗ś ņĀĆņןĒĢ£ļŗż. ņŖżņ║ö ļŹ░ņØ┤Ēä░ņØś ņÖĖĒśĢņØä Ļ╣©ļüŚĒĢśĻ▓ī ņĀĢļ”¼ĒĢśĻ│Ā Ļ░Ćņāü ļ▓ĀņØ┤ņŖżļź╝ ļ¦īļōĀļŗż. ļ▓ĀņØ┤ņŖżļŖö ļ¬®ņĀüņŚÉ ļö░ļØ╝ ļŗżņ¢æĒĢ£ ĒśĢĒā£Ļ░Ć ļ»Ėļ”¼ ņäżņĀĢļÉśņ¢┤ ņ׳ņ£╝ļŗł ņłĀņ×ÉĻ░Ć ņäĀĒāØĒĢĀ ņłś ņ׳ļŗż(Fig. 5).
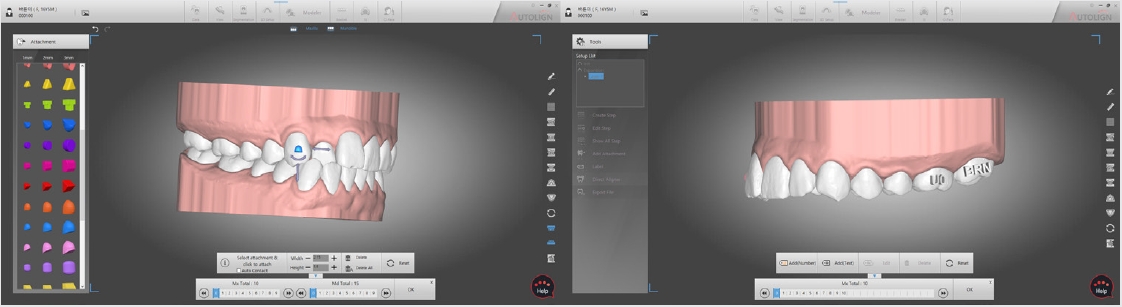
AI ĻĖ░ņłĀņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņāüĒĢśņĢģ ļ¬©ĒśĢņØś ļ▓ĀņØ┤ņŖżļĪ£ļČĆĒä░ ņ╣śņĢäļź╝ ļČäļ”¼ĒĢ£ļŗż. ļČäļ”¼ļÉ£ Ļ▓░Ļ│╝ļź╝ ņé┤ĒÄ┤ ĒĢäņÜöĒĢ£ ļČĆļČäņØĆ ņłśņĀĢĒĢĀ ņłś ņ׳ļŗż(Fig. 6).
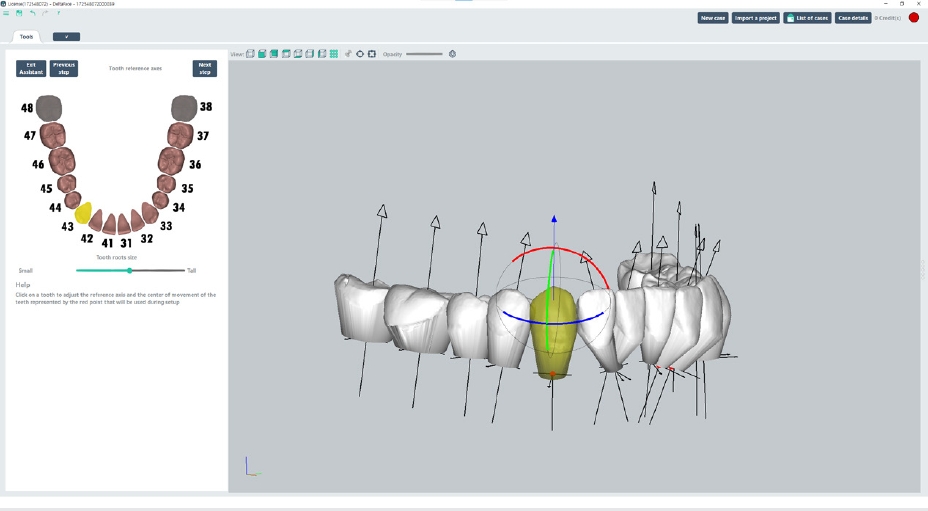
ņ×ÉļÅÖņ£╝ļĪ£ ņäżņĀĢļÉ£ Ļ░ü ņ╣śņĢäņØś ņ╣śņČĢĻ│╝ FA pointļź╝ Ļ░£ļ│äņĀüņ£╝ļĪ£ ĒÖĢņØĖĒĢśĻ│Ā ņłśņĀĢĒĢ┤ņżĆļŗż(Fig. 7).
ĻĄÉĒĢ®ĒÅēļ®┤ ļ░Å line of occlusionņØä ņäżņĀĢĒĢ£ļŗż. ņØ┤ ņ×æņŚģņØĆ ņ×ÉļÅÖ ļ░░ņŚ┤ņØä ņ£äĒĢ┤ ĒĢäņÜöĒĢśļ®░, ņłśļÅÖņ£╝ļĪ£ ļ░░ņŚ┤ĒĢĀ ļĢīļÅä ļ░░ņŚ┤ņØä ņ£äĒĢ£ ĻĖ░ņżĆņ£╝ļĪ£ ņØ┤ņÜ®ĒĢĀ ņłś ņ׳ļŗż(Fig. 8).
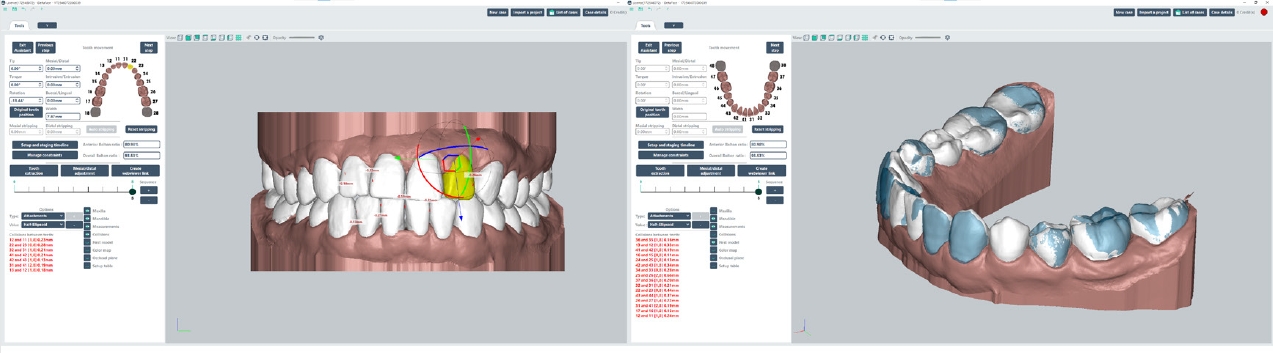
ņŗ£Ļ░ä ņĀłņĢĮņØä ņ£äĒĢ┤ņä£ ņĀĆņ×ÉļŖö ņ×ÉļÅÖ ļ░░ņŚ┤ņØä ņŗ£Ēé© Ēøä ņłśļÅÖņ£╝ļĪ£ ņäĖļ░ĆĒĢ£ ņĪ░ņĀĢņØä ĒĢśļŖö ļ░®ļ▓ĢņØä ņäĀĒśĖĒĢ£ļŗż. ņ×ÉļÅÖ ļ░░ņŚ┤ņŚÉļŖö ņĢ×ņä£ ņäżņĀĢĒĢ£ ĻĄÉĒĢ®ĒÅēļ®┤ ļ░Å line of occlusionņØä ĻĖ░ņżĆņ£╝ļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦äļŗż. ņØ┤ļÅÖļ¤ēņØä ņł½ņ×ÉļĪ£ ĒÖĢņØĖĒĢĀ ņłś ņ׳Ļ│Ā, ņä£ļĪ£ Ļ▓╣ņ╣śļŖö ņ¢æļÅä ņĢī ņłś ņ׳ļŗż(Fig. 9).
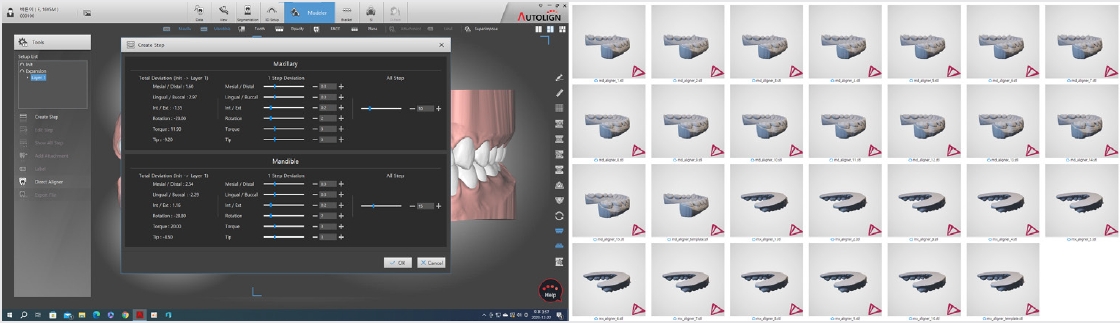
ņØ┤ļÅÖ ĒśĢĒā£Ļ░Ć ĒÜīņĀä, ņĀĢņČ£ ļśÉļŖö ņ╣śĻĘ╝ ņØ┤ļÅÖ ļō▒ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śļĪ£ ļŗ¼ņä▒ĒĢśĻĖ░ ņ¢┤ļĀżņÜ┤ Ļ▓ĮņÜ░ņŚÉļŖö ņ¢┤Ēā£ņ╣śļ©╝ĒŖĖļź╝ ņČöĻ░ĆĒĢśļÅäļĪØ ĒĢ£ļŗż. ļŗ©Ļ│äļ│ä ļ▓łĒśĖņÖĆ ĒÖśņ×ÉņØś ņØ┤ļ”ä ņĀĢļ│┤ ļō▒ņØä ņČöĻ░ĆĒĢ┤ņŻ╝ļ®┤ ņģŗņŚģņØĆ ņÖäņä▒ļÉ£ļŗż(Fig. 10).
ņĄ£ņóģņ£äņ╣śļĪ£ņØś ļ░░ņŚ┤ņØ┤ ņÖäņä▒ļÉśļ®┤ ņżæĻ░ä ļŗ©Ļ│äņØś ļ¬©ļŹĖļōżņØ┤ ņ×ÉļÅÖņ£╝ļĪ£ ļ¦īļōżņ¢┤ņ¦ĆļŖöļŹ░, ņØ┤ļĢī ļŗ©Ļ│äļ│ä ņØ┤ļÅÖļ¤ēņØä ņ¦ĆņĀĢĒĢ┤ņŻ╝Ļ▒░ļéś, ņĀäņ▓┤ ļ¬©ļŹĖņØś Ļ░£ņłśļź╝ ņĀĢĒĢ┤ņŻ╝ļ®┤ ņżæĻ░ä ļŗ©Ļ│äĻ░Ć ĒĢ£Ļ║╝ļ▓łņŚÉ ļ¦īļōżņ¢┤ņ¦äļŗż. ņØ┤ļĀćĻ▓ī ļ¦īļōżņ¢┤ņ¦ä ļ¬©ĒśĢņØś ņé╝ņ░©ņøÉ ĒśĢņāü ņĀĢļ│┤ļŖö stl ĒīīņØ╝(ņłśļ¦ÄņØĆ ņé╝Ļ░üĒśĢņØś ņĪ░ĒĢ®ņ£╝ļĪ£ 3ņ░©ņøÉ ĒśĢņāüņØś ņĀĢļ│┤ļź╝ ĻĖ░ļĪØĒĢśļŖö ĒīīņØ╝ņØś ĒśĢņŗØ)ļĪ£ ņ¦ĆņĀĢĒĢ£ ĒÅ┤ļŹöņŚÉ ņĀĆņןļÉ£ļŗż(Fig. 11).
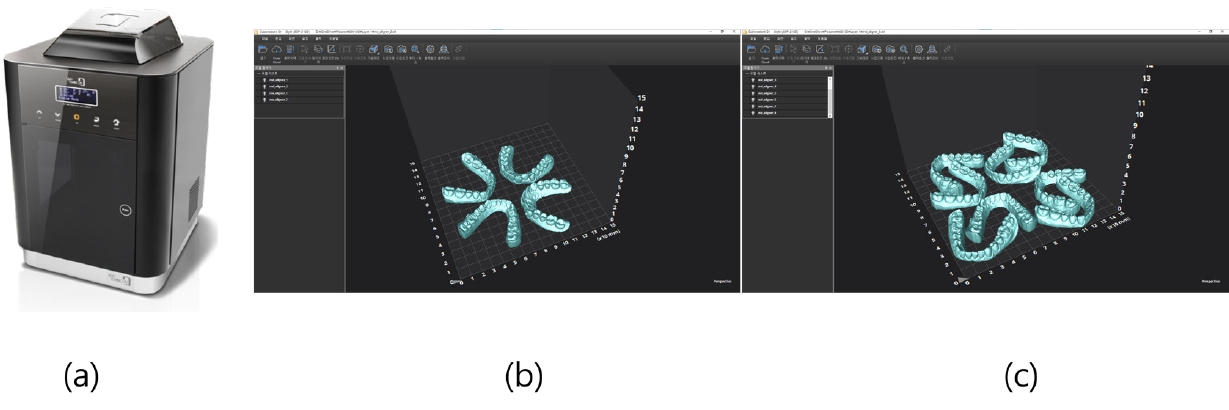
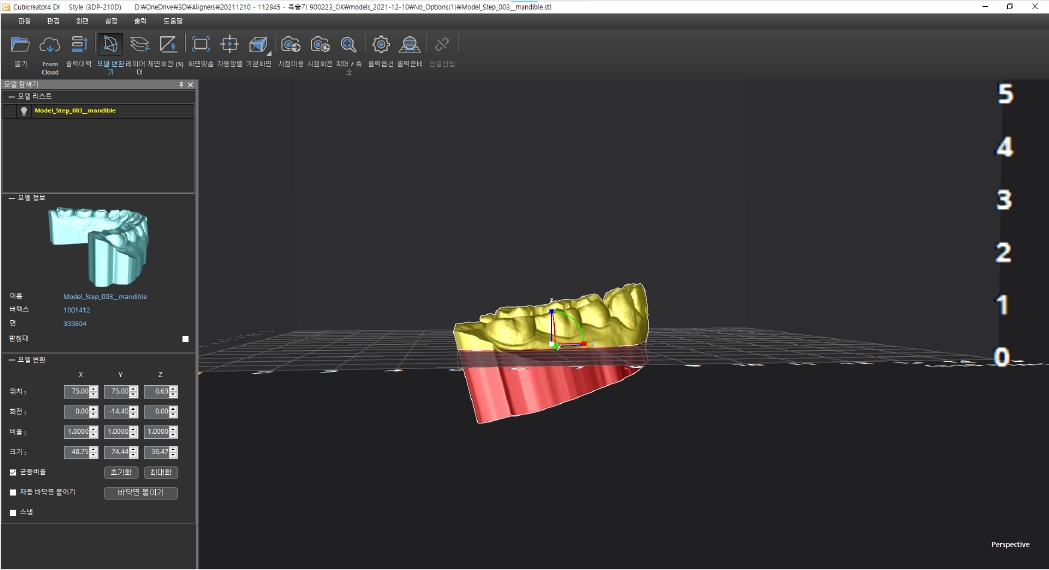
ļŗżņØī ļŗ©Ļ│äļŖö 3D Ēöäļ”░Ēä░ņŚÉņä£ ļ¬©ĒśĢļōżņØä ņČ£ļĀźĒĢśļŖö Ļ▓āņØ┤ļŗż. ņĀĆņ×ÉļŖö ĒüÉļ╣äņĮśņé¼(Cubicon, Seoul, Korea)ņØś FDM Ēöäļ”░Ēä░ļź╝ ņé¼ņÜ®ĒĢ£ļŗż. ņØ┤ ņןļ╣äļŖö 0.4mm ĻĄĄĻĖ░ņØś ļģĖņ”ÉņØä ņé¼ņÜ®ĒĢśļŖöļŹ░, ņČ£ļĀź ļ¬©ĒśĢņØś Ēü¼ĻĖ░ ņĀĢļ░ĆļÅäļŖö ņŗĀļó░ĒĢĀ ļ¦īĒĢśļŗż(Fig. 12a). Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣ś ņĀ£ņ×æņØä ņ£äĒĢ£ ļ¬©ĒśĢņØś ņČ£ļĀź ņĀüņĖĄ ļåÆņØ┤ļŖö 0.1mm Ļ░Ć ņĀüļŗ╣ĒĢśļŗż.
ņŖ¼ļØ╝ņØ┤ņä£ ĒöäļĪ£ĻĘĖļשņŚÉņä£ ĒÅ┤ļŹöņŚÉ ņĀĆņןļÉ£ ļ¬©ĒśĢņØä ļČłļ¤¼ņÖĆņä£ ņל ļ░░ņ╣śĒĢ£ļŗż. Ēöäļ”░Ēä░ņØś ĒŖ╣ņä▒ņāü ņČ£ļĀźļÉĀ ļ▓Āļō£ņØś ņżæņĢÖ(Fig. 12b)ļ│┤ļŗż Ļ░Ćņןņ×Éļ”¼(Fig. 12c)ļĪ£ Ļ░łņłśļĪØ ņĀĢļ░ĆļÅäĻ░Ć ļ¢©ņ¢┤ņ¦ĆļŖö Ļ▓ĮĒ¢źņØ┤ ņ׳ņ¢┤ ĒĢ£Ļ║╝ļ▓łņŚÉ ļäłļ¼┤ ļ¦ÄņØĆ ļ¬©ĒśĢņØä ļ░░ņ╣śĒĢśļŖö Ļ▓āņØĆ ņČöņ▓£ĒĢśņ¦Ć ņĢŖļŖöļŗż.
ņāüĒĢśņĢģ ņĀłņ╣śņØś ņ╣śņČĢņØ┤ ņłśņ¦üņŚÉ Ļ░ĆĻ╣ØļÅäļĪØ ļ░░ņ╣śĒĢśļ®┤ ņŚ┤ņä▒ĒśĢ ņ×æņŚģņŚÉ ļŹö ņ£Āļ”¼ĒĢśļŗż(Fig. 13). ĒĢäļØ╝ļ®śĒŖĖ ņåīņ×¼ļŖö ABSļź╝ ņØ┤ņÜ®ĒĢśļŖöļŹ░, ņ£ĀĒĢ┤ ļ¼╝ņ¦ł ļ¼ĖņĀ£ļĪ£ ņé¼ņÜ®ņØ┤ Ļ║╝ļĀżņ¦äļŗżļ®┤ PLAļź╝ ņé¼ņÜ®ĒĢĀ ņłśļÅä ņ׳ļŗż. PLAļŖö ABSņŚÉ ļ╣äĒĢ┤ ņŚ┤ņä▒ĒśĢ Ļ│╝ņĀĢņŚÉņä£ ņŚ┤ņŚÉ ņØśĒĢ┤ ļ│ĆĒśĢņØ┤ ņØ╝ņ¢┤ļéĀ ņÜ░ļĀżĻ░Ć ņ׳ņ¢┤ ļé┤ņŚ┤ņä▒ PLA ņåīņ×¼ļź╝ ņČöņ▓£ĒĢ£ļŗż. ņØ╝ļ░śņĀüņØĖ ņ¦äļŗ©ļ¬©ĒśĢ ņČ£ļĀźļ│┤ļŗżļŖö ļ¬©ĒśĢņØś ņÖĖļ▓Į ļæÉĻ╗śļź╝ ļæÉĻ╗ŹĻ▓ī ņČ£ļĀźĒĢśņŚ¼ ļ│ĆĒśĢņØä ņĄ£ņåīĒÖöĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż. ņŖ¼ļØ╝ņØ┤ņä£ ĒöäļĪ£ĻĘĖļשņŚÉņä£ ņÖĖļ▓ĮņØä ņØ╝ļ░śņĀüņ£╝ļĪ£ 2~3Ļ▓╣ ņäżņĀĢĒĢśņśĆļŗżļ®┤ 2ļ░░ņĀĢļÅä 5~6Ļ▓╣ņ£╝ļĪ£ ņäżņĀĢĻ░ÆņØä ņĪ░ņĀĢĒĢśĻ│Ā, ļé┤ļČĆ ņ▒äņøĆļÅä ņ¦äļŗ©ļ¬©ĒśĢņŚÉņä£ 30%ļĪ£ ĒĢśņśĆļŗżļ®┤ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śļź╝ ņ£äĒĢ£ ļ¬©ĒśĢņŚÉņä£ļŖö 50% ņØ┤ņāüņ£╝ļĪ£ ņäżņĀĢĻ░ÆņØä ņĪ░ņĀĢĒĢ┤ņŻ╝ĻĖ░ļź╝ ņČöņ▓£ĒĢ£ļŗż(Fig. 14).
ņŚ┤ņä▒ĒśĢĻĖ░ļŖö Ēü¼Ļ▓ī ļæÉ Ļ░Ćņ¦ĆļĪ£ ļéśļłäņ¢┤ ļ│╝ ņłś ņ׳ļŖöļŹ░, Ļ░ĆĻ▓®ņØ┤ ņĀĆļĀ┤ĒĢśĻ│Ā ĻĄ¼ņĪ░Ļ░Ć Ļ░äļŗ©ĒĢ£ Ļ▓āņØĆ ņ¦äĻ│Ą ņØīņĢĢņØä ņØ┤ņÜ®ĒĢ£ ņןņ╣śņØ┤ļŗż(Fig. 15a). ņØ┤Ļ▓āņØĆ ļīĆĻĖ░ņĢĢļ│┤ļŗż ņĢĢļĀźņØ┤ ļé«ļŗż. ņØ┤ņŚÉ ļ╣äĒĢ┤ Ļ░ĢĒĢ£ ņĢĢļĀźņ£╝ļĪ£ ņŗ£ĒŖĖļź╝ ļłīļ¤¼ ņĢĢņ░®ņŗ£ĒéżļŖö ļ░®ņŗØņØś ņןļ╣äļŖö 4~5barņØś ļåÆņØĆ ņĢĢļĀźņ£╝ļĪ£ ņŗ£ĒŖĖļź╝ ļłīļ¤¼ņżä ņłś ņ׳ņ£╝ļ»ĆļĪ£ ļ¬©ĒśĢņŚÉ ņŗ£ĒŖĖĻ░Ć ļŹö ļ░Ćņ░®ņØ┤ ņלļÉ£ļŗżļŖö ņןņĀÉņØ┤ ņ׳ļŗż(Fig. 15b).
ņØ┤ļ¤░ ņןļ╣äļōżņØś ĻĄ¼ņĪ░ņŚÉ ļö░ļØ╝ ļŗżļź┤ĻĖ┤ ĒĢśņ¦Ćļ¦ī ņŚ┤ņØä ļ░£ņāØņŗ£ĒéżļŖö ļČĆļČä ņĢäļלņŚÉ ņŗ£ĒŖĖļź╝ ņ£äņ╣śņŗ£ĒéżļŖöļŹ░, ņØ┤ļĢī ļ¬©ĒśĢļÅä ĒĢ©Ļ╗ś ņŚ┤ņØä ļ¦ÄņØ┤ ļ░øņ¦Ć ņĢŖļÅäļĪØ, ņŗ£ĒŖĖĻ░Ć ņŚ┤ņŚÉ ņØśĒĢ┤ ļŖśņ¢┤ņ¦ĆĻ│Ā ņĢĢļĀźņØä Ļ░ĆĒĢśĻĖ░ ņ¦üņĀäņŚÉ ļ¬©ĒśĢņØä ņ£äņ╣śņŗ£ĒéżļŖö Ļ▓āņØ┤ ņŚ┤ņŚÉ ņØśĒĢ£ ļ¬©ĒśĢ Ēæ£ļ®┤ņØś ļ│ĆĒśĢņØä ļ░®ņ¦ĆĒĢśļŖö ĒīüņØ┤ ļÉĀ ņłśļÅä ņ׳ļŗż.
ņŗ£ĒŖĖĻ░Ć ņČ®ļČäĒ׳ ņŗØņØĆ Ēøä ļ¬©ĒśĢņ£╝ļĪ£ļČĆĒä░ ļČäļ”¼ĒĢ£ļŗż. ņØ┤ļĢī ņ╣śņĢäņÖĆ ļ░Ćņ░®ļÉśņ¢┤ ņ׳ļŹś ņŗ£ĒŖĖ ļČĆļČäņØ┤ ļ│ĆĒśĢļÉśņ¦Ć ņĢŖļÅäļĪØ ņŻ╝ņØśĒĢ£ļŗż. ļČłĒĢäņÜöĒĢ£ ļČĆļČäņØä ņלļØ╝ļé┤Ļ│Ā ņÖĖĒśĢņØä ļČĆļō£ļ¤ĮĻ▓ī ļŗżļō¼ņ¢┤ņä£ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śļź╝ ņÖäņä▒ĒĢ£ļŗż. ņØ┤ Ļ│╝ņĀĢņØĆ ņäØĻ│Ā ļ¬©ĒśĢņØä ņØ┤ņÜ®ĒĢ£ Ļ▓āĻ│╝ Ļ░Öļŗż.
ņØ┤ļ¤¼ĒĢ£ Ēł¼ļ¬ģĻĄÉņĀĢņ╣śļŻīĻ░Ć ņĀäņ▓┤ ĻĄÉņĀĢņ╣śļŻīņŚÉņä£ ņ░©ņ¦ĆĒĢśļŖö ļ╣äņżæņØ┤ ĻĖēĻ▓®ĒĢśĻ▓ī ņ”ØĻ░ĆĒĢ£ ņØ┤ņ£Ā ņżæ ĒĢśļéśļŖö ņ¢╝ļØ╝ņØĖĒģīĒü¼ņé¼ņŚÉņä£ Ļ░£ļ░£ĒĢśņŚ¼ ļ░£ņĀäņŗ£Ēé© ņØĖļ╣äņĀłļØ╝ņØĖņØ┤ ļ░öļĪ£ ĻĘĖĻ▓āņØ╝ Ļ▓āņØ┤ļŗż. 20ļģäņØ┤ ļäśņØĆ ņé¼ņÜ®ĻĖ░Ļ░äĻ│╝ 1,200ļ¦ī ļ¬ģņØ┤ ļäśļŖö ĒÖśņ×ÉņØś ļŹ░ņØ┤Ēä░ļź╝ ņØ┤ņÜ®ĒĢśļ®░, AI ņåīĒöäĒŖĖņø©ņ¢┤ ļŹĢļČäņŚÉ ņĀ£ļ▓Ģ ņÜ░ņłśĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņŻ╝ļŖö Ļ▓ĮņÜ░ļź╝ ļ¦ÄņØ┤ ļ│╝ ņłś ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī Ēł¼ļ¬ģĻĄÉņĀĢņ╣śļŻīļŖö ņ╣śļŻī ĒÜ©Ļ│╝Ļ░Ć ļ¬®Ēæ£ņ╣śņØś ņĢĮ 50% ļ░¢ņŚÉ ļŗ¼ņä▒ĒĢĀ ņłś ņŚåļŗżļŖö ļ¼ĖņĀ£ļź╝ ņĢłĻ│Ā ņ׳ļŗż[1] .
ņŚ¼ļ¤¼ ĒśĢĒā£ņØś ņ╣śņĢä ņØ┤ļÅÖ ņżæņŚÉņä£ ņłśĒÅē ļŗ©ļ®┤ņØ┤ ļæźĻĘ╝ ĒÄĖņŚÉ ņåŹĒĢśļŖö Ļ▓¼ņ╣śļéś ņåīĻĄ¼ņ╣śņØś ĒÜīņĀäņØ┤ļÅÖ, ņĀĢņČ£, ĻĘĖļ”¼Ļ│Ā ņ╣śĻĘ╝ ņØ┤ļÅÖ ļō▒ņØ┤ ņĀäĒåĄņĀüņØĖ Ēł¼ļ¬ģĻĄÉņĀĢņ╣śļŻīļĪ£ Ļ▓░Ļ│╝ļź╝ ņ¢╗ĻĖ░ ļ¦żņÜ░ ĒלļōĀ ĒśĢĒā£ņØś ņØ┤ļÅÖņØ┤ļŗż.
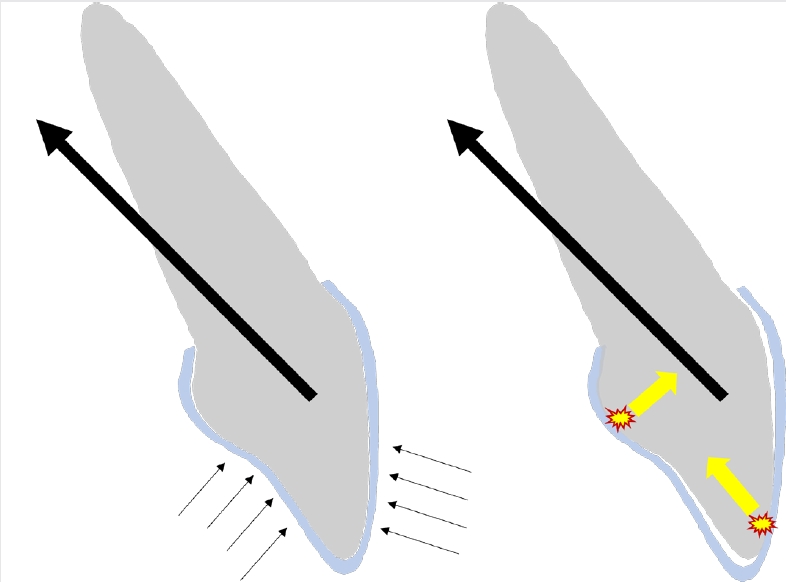
Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śļź╝ ņØ┤ņÜ®ĒĢ£ ņ╣śņĢä ņØ┤ļÅÖņŚÉņä£ļŖö ņłśļ░Ģņö© ĒÜ©Ļ│╝(watermelon seed effect)ļØ╝Ļ│Ā ļČłļ”¼ļŖö ņøÉĒĢśņ¦Ć ņĢŖļŖö ņ╣śņĢä ņØ┤ļÅÖņØ┤ ļéśĒāĆļé£ļŗż[1]. ņ╣śņĢäņØś ņÖĖļ®┤ņØä Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śĻ░Ć ļłäļź┤ļ®┤ ņ╣śĻĘ╝ ļ░®Ē¢źņ£╝ļĪ£ ĒĢ©ņ×ģņŗ£ĒéżļŖö ĒלņØ┤ ļ░£ņāØĒĢ£ļŗż. ņןņ╣śļź╝ ņ▓śņØī ņ░®ņÜ®ĒĢĀ ļĢīļŖö ņØ┤ļÅÖļ¤ēļ¦īĒü╝ ļ©╝ņĀĆ ņĀæņ┤ēĒĢśļŖö ņĀÉņØ┤ ņāØĻĖ░ļ®░, ņØ┤ņŚÉ ļö░ļØ╝ ļ░£ņāØĒĢśļŖö ĒלļÅä ņøÉĒĢśņ¦Ć ņĢŖļŖö ņ╣śņĢä ņØ┤ļÅÖņØś ņøÉņØĖņØ┤ ļÉĀ ņłś ņ׳ļŗż(Fig. 16) [1].
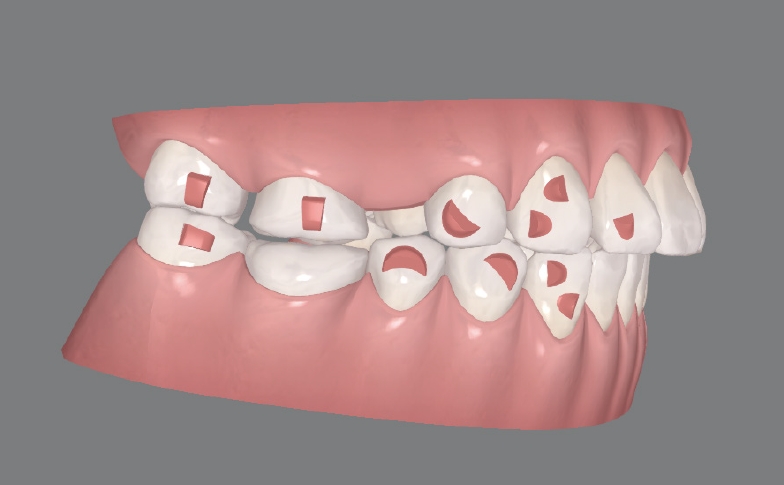
ņØ┤ļ¤¼ĒĢ£ ļČĆņĪ▒ĒĢśĻ▒░ļéś ļČĆņĀĢĒÖĢĒĢ£ ņ╣śņĢäņØ┤ļÅÖņØś Ļ▓░Ļ│╝ļź╝ ĻĘ╣ļ│ĄĒĢśĻĖ░ ņ£äĒĢ£ ļģĖļĀźņ£╝ļĪ£ ņ╣śņĢä Ēæ£ļ®┤ņŚÉ ņ¢┤Ēā£ņ╣śļ©╝ĒŖĖļź╝ ļČĆņ░®ĒĢśĻĖ░ļÅä ĒĢ£ļŗż. ņ¢┤Ēā£ņ╣śļ©╝ĒŖĖĻ░Ć ĒÜ©Ļ│╝ļź╝ ļ░£Ē£śĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņĀüņĀłĒĢ£ ņ£äņ╣śņŚÉ ņĀüņĀłĒĢ£ ĒśĢĒā£ļĪ£ ļČĆņ░®ļÉśņ¢┤ņĢ╝ ĒĢśļ®░ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śļŖö ņØ┤ļ¤░ ņ¢┤Ēā£ņ╣śļ©╝ĒŖĖņÖĆ ĻĖ┤ļ░ĆĒĢśĻ▓ī ņĀæņ┤ēļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż(Fig. 17).
3. 3D Ēöäļ”░Ēä░ņŚÉņä£ ņ¦üņĀæ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śļź╝ ņČ£ļĀźĒĢśļŖö ļ░®ļ▓Ģ
4ņ░© ņé░ņŚģĒśüļ¬ģ ņŗ£ļīĆļź╝ ņØ┤ļüīĻ│Ā Ļ░ĆļŖö ņŗĀĻĖ░ņłĀ ņżæ ĒĢ£ Ļ░Ćņ¦ĆņØĖ 3D Ēöäļ”░Ēä░ļź╝ ĒÖ£ņÜ®ĒĢśņŚ¼ ļŹö ļéśņØĆ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śļź╝ ļ¦īļō£ļŖö ļ░®ļ▓ĢņØä ņåīĻ░£ĒĢ£ļŗż. ņØ┤ ļ░®ļ▓ĢņØĆ ņĢ×ņä£ ņé┤ĒÄ┤ļ│┤ņĢśļŹś ļööņ¦ĆĒäĖ ņģŗņŚģ Ļ│╝ņĀĢĻ╣īņ¦ĆļŖö Ļ░Öļŗż. ĒĢśņ¦Ćļ¦ī 3D Ēöäļ”░Ēä░ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļ¬©ĒśĢņØä ņČ£ļĀźĒĢśĻ│Ā ņŚ┤ņä▒ĒśĢ ņŗ£ĒŖĖļĪ£ ņ░Źņ¢┤ļé┤ļŖö Ļ▓āņØ┤ ņĢäļŗłļØ╝, 3D Ēöäļ”░Ēä░ņŚÉņä£ ņ¦üņĀæ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śļź╝ ņČ£ļĀźĒĢśļŖö ļ░£ņĀäļÉ£ ĻĖ░ņłĀņØ┤ļŗż. ņØ┤ļŖö Ēł¼ļ¬ģĒĢśļ®┤ņä£ļÅä ņ╣śņĢä ņØ┤ļÅÖņØä ņ£äĒĢ£ ĒלņØä ļ░£Ē£śĒĢĀ ņłś ņ׳ņØä ņĀĢļÅäņØś Ēāäņä▒ņØä ņ¦Ćļŗī 3D Ēöäļ”░Ēä░ņÜ® ņåīņ×¼Ļ░Ć Ļ░£ļ░£ļÉśņŚłĻĖ░ ļĢīļ¼ĖņŚÉ Ļ░ĆļŖźĒĢśĻ▓ī ļÉśņŚłļŗż.
Ļ░äļץĒĢśĻ▓ī ņןņ╣ś ņĀ£ņ×æ Ļ│╝ņĀĢņØä ņé┤ĒÄ┤ļ│┤ļ®┤ ņĢäļל ĻĘĖļ”╝Ļ│╝ Ļ░Öļŗż.
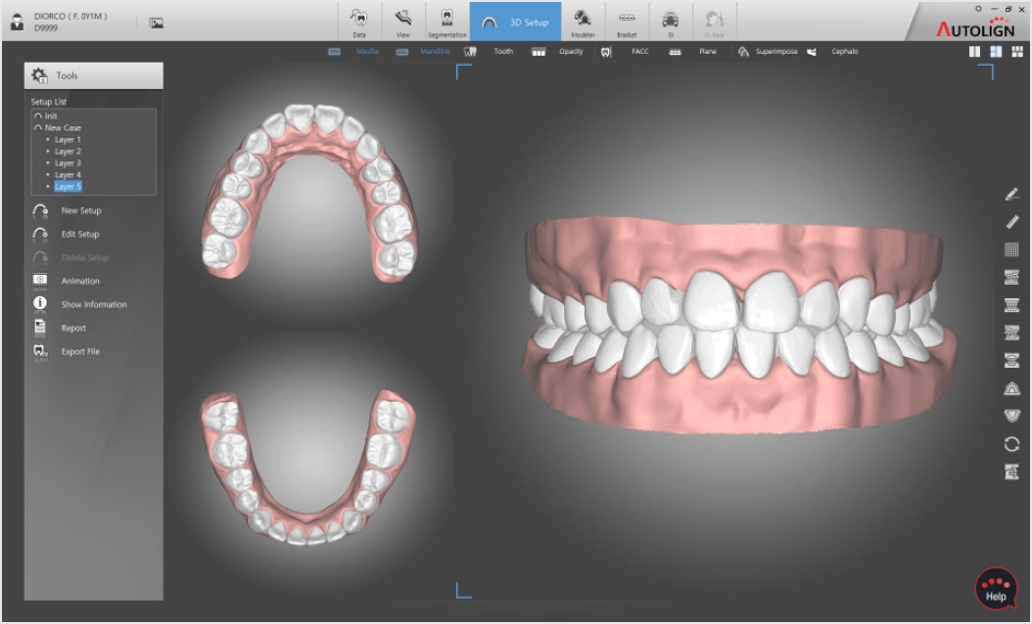
ĻĄ¼Ļ░Ģ ņŖżņ║ÉļäłļĪ£ļČĆĒä░ ĒÜŹļōØļÉ£ ļööņ¦ĆĒäĖ ļŹ░ņØ┤Ēä░ļź╝ 3D ņåīĒöäĒŖĖņø©ņ¢┤ļĪ£ Ļ░ĆĻ│ĄĒĢśņŚ¼ ņģŗņŚģņØä ļ¦łļ¼┤ļ”¼ĒĢ£ļŗż. ņåīĒöäĒŖĖņø©ņ¢┤ļŖö ņłĀņ×ÉĻ░Ć ņøÉĒĢśļŖö ļ¬®Ēæ£ņ¦ĆņĀÉĻ╣īņ¦ĆņØś ņżæĻ░ä ļŗ©Ļ│ä ļ¬©ĒśĢņØä ļ¦īļō”Ļ│╝ ļÅÖņŗ£ņŚÉ ņ¦ĆņĀĢĒĢ£ ļæÉĻ╗śņÖĆ ĒśĢĒā£ļź╝ Ļ░Ćņ¦ä Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śļź╝ ļ¬©ĒśĢņØś ņÖĖļČĆņŚÉ ļŹ¦ņöīņÜ░ļŖö ņ×æņŚģĻ╣īņ¦Ć ĒĢ┤ņä£ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śņØś stl ĒīīņØ╝ņØä ļ¦īļōżņ¢┤ļéĖļŗż. ņØ┤ stl ĒīīņØ╝ņØä 3D Ēöäļ”░Ēä░ļĪ£ ļ│┤ļé┤ļ®┤ ļ¬©ĒśĢ ņČ£ļĀźņØ┤ļéś ņŗ£ĒŖĖļź╝ ņØ┤ņÜ®ĒĢ£ ņŚ┤ņä▒ĒśĢ Ļ│╝ņĀĢ ņŚåņØ┤ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śĻ░Ć ļ¦īļōżņ¢┤ņ¦äļŗż. ņØ┤ļĀćĻ▓ī ļ¦īļōżņ¢┤ņ¦ä ņןņ╣śļŖö ļÆżņŚÉņä£ ņäżļ¬ģĒĢĀ Ēøäņ▓śļ”¼ Ļ│╝ņĀĢņØä Ļ▒░ņ╣śļ®┤ ĒÖśņ×ÉĻ░Ć ņ░®ņÜ®ĒĢĀ ņłś ņ׳ļŖö Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śĻ░Ć ļÉ£ļŗż. 3D Ēöäļ”░Ēä░ņŚÉņä£ ņ¦üņĀæ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śļź╝ ņČ£ļĀźĒĢ£ļŗżĻ│Ā ĒĢśņŚ¼ ĻĖ░ņĪ┤ ņןņ╣śļōżĻ│╝ ĻĄ¼ļ│äĒĢśņŚ¼ ļŗżņØ┤ļĀēĒŖĖ ņ¢╝ļØ╝ņØ┤ļäł(direct aligner)ļØ╝Ļ│Ā ļČĆļźĖļŗż(Fig. 18).
ņĀĆņ×ÉĻ░Ć ņ×äņāüņŚÉņä£ ņé¼ņÜ®ĒĢśļŖö ņĀłņ░©ļź╝ Ļ░äļץĒĢśĻ▓ī ņäżļ¬ģĒĢ┤ļ│┤ļ®┤ ļŗżņØīĻ│╝ Ļ░Öļŗż.
ņĀĆņ×ÉļŖö ļŹĖĒāĆĒÄśņØ┤ņŖż(DeltaFace, CORNU co. France)ļØ╝ļŖö ĒĢ┤ņÖĖ ņĀ£ņ×æ ņåīĒöäĒŖĖņø©ņ¢┤ļź╝ ņé¼ņÜ®ĒĢśĻ│Ā ņ׳ļŗż.
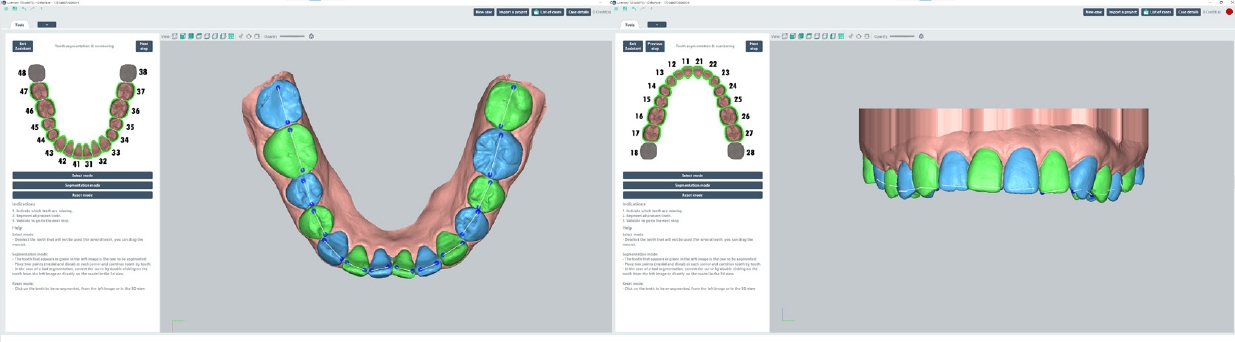
ņŖżņ║ÉļäłņŚÉņä£ ņāØņä▒ļÉ£ ņāüĒĢśņĢģ ļŹ░ņØ┤Ēä░ļź╝ ļČłļ¤¼ņś©ļŗż. ĻĄÉĒĢ® ĒÅēļ®┤ņØä ņäżņĀĢĒĢ£ Ēøä ļ│ĆņŚ░ļČĆļź╝ ļŗżļō¼Ļ│Ā ļ▓ĀņØ┤ņŖżļź╝ ļ¦īļōĀļŗż(Fig. 19).
ļ▓ĀņØ┤ņŖżļĪ£ļČĆĒä░ ļČäļ”¼ĒĢĀ(ņ╣śļŻīĻ│╝ņĀĢņŚÉņä£ ņØ┤ļÅÖņŗ£Ēé¼) ņ╣śņĢäņØś ĻĘ╝ņøÉņŗ¼ ĒĢ£ ņĀÉņö® ņ░Źņ¢┤ ņäĀĒāØĒĢśļ®┤ ņ×ÉļÅÖņ£╝ļĪ£ ļČäļ”¼ļÉ£ļŗż(Fig. 20).
ņåīĒöäĒŖĖņø©ņ¢┤Ļ░Ć ņ×äņØśļĪ£ ņäżņĀĢĒĢ£ ņ╣śņČĢņØä ņłśņĀĢĒĢ£ļŗż(Fig. 21).
ņ╣śņĢäļź╝ ņØ┤ļÅÖņŗ£Ēé¼ ņżĆļ╣äļŖö ļüØļé¼ļŗż.
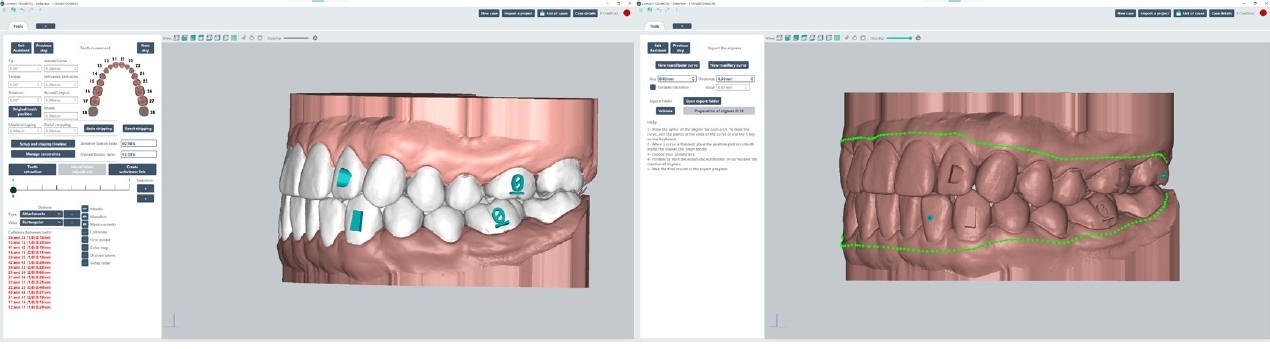
ņ╣śļŻīĻ│äĒÜŹņŚÉ ļö░ļØ╝ ņ╣śņĢäļź╝ ņĄ£ņóģņ£äņ╣śĻ╣īņ¦Ć ņØ┤ļÅÖņŗ£Ēé©ļŗż. ĒĢ£Ļ║╝ļ▓łņŚÉ ņĄ£ņóģņ£äņ╣śĻ╣īņ¦Ć Ļ░Ćņ¦Ć ļ¬╗ĒĢśĻ│Ā ļ¬ć ļŗ©Ļ│ä ļéśļłäņ¢┤ ņØ┤ļÅÖņŗ£Ēé¼ ļĢīļŖö stageļź╝ ĻĄ¼ļČäņŗ£Ēé¼ ņłśļÅä ņ׳ļŗż. ņØ┤ļÅÖ Ļ│╝ņĀĢņŚÉņä£ ņżæņ▓®ņØ┤ ļÉśļŖö Ļ││ņØĆ Ļ▓╣ņ╣śļŖö ņ¢æņØä ņł½ņ×ÉļĪ£ Ēæ£ĒśäĒĢ┤ņżĆļŗż. ņĄ£ņ┤ł ņāüĒā£ņÖĆ ļ╣äĻĄÉĒĢśņŚ¼ ņ¢╝ļ¦łļéś ņøĆņ¦üņśĆļŖöĻ░Ćļź╝ ņł½ņ×ÉļĪ£ ļéśĒāĆļéśļŖö Ļ▓āļ┐É ņĢäļŗłļØ╝ ņŗ£Ļ░üņĀüņ£╝ļĪ£ļÅä ļ░öļĪ£ ņĢīņĢäļ│╝ ņłś ņ׳ļŗż(Fig. 22).
ĒĢäņÜöĒĢ£ Ļ││ņŚÉļŖö ņ¢┤Ēā£ņ╣śļ©╝ĒŖĖļÅä ļČĆņ░®ĒĢ£ļŗż. ĒÖśņ×ÉņØś ņØ┤ļ”äĻ│╝ Ļ░ü ļŗ©Ļ│äļź╝ Ēæ£ņŗ£ĒĢśļŖö ņł½ņ×Éļź╝ ļČĆņ░®ĒĢ£ļŗż.
ņøÉĒĢśļŖö ņןņ╣śņØś ņÖĖĒśĢņØä ĻĘĖļ”¼Ļ│Ā, ņןņ╣śņØś ļæÉĻ╗ś ļ░Å ņ╣śļ®┤Ļ│╝ ņןņ╣ś ņé¼ņØ┤ņØś Ļ░äĻ▓®ņØä ņĀĢĒĢ┤ņŻ╝ļ®┤ ņ▓śņØīļČĆĒä░ ļ¦łņ¦Ćļ¦ē ļŗ©Ļ│äĻ╣īņ¦Ć ļ¬©ļōĀ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śņØś stl ĒīīņØ╝ņØ┤ ņ×ÉļÅÖņ£╝ļĪ£ ņāØņä▒ļÉśņ¢┤ ņ╗┤Ēō©Ēä░ņŚÉ ņĀĆņןļÉ£ļŗż(Fig. 23).
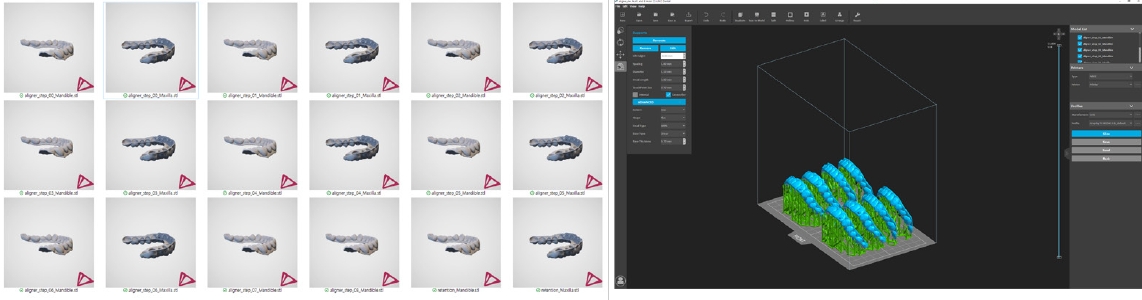
3D Ēöäļ”░Ēä░ļĪ£ ļ│┤ļé┤ĻĖ░ ņ£äĒĢ£ ņŖ¼ļØ╝ņØ┤ņŗ▒ ņåīĒöäĒŖĖņø©ņ¢┤ļź╝ ņŚ┤Ļ│Ā ņĢ×ņŚÉņä£ ļ¦īļōżņ¢┤ņ¦ä ņןņ╣śņØś stl ĒīīņØ╝ļōżņØä ļČłļ¤¼ņÖĆņä£ ņĀüņĀłĒĢ£ ņ£äņ╣śļĪ£ ļ░░ņ╣śņŗ£Ēé©ļŗż. 30~40ļÅä ņĀĢļÅä Ļ▓Įņé¼ņ¦ĆĻ▓ī ļ░░ņŚ┤ĒĢśĻ│Ā ņ¦Ćņ¦ĆļīĆ(support)ļź╝ ļŗżļŖö Ļ▓āņØ┤ ņČ£ļĀź ņä▒Ļ│ĄļźĀņØ┤ Ļ░Ćņן ļåÆņĢśļŗż(Fig. 24).
ņĢĮ 1ņŗ£Ļ░ä ņĀĢļÅä Ēøä Ēöäļ”░Ēä░ņŚÉņä£ ņČ£ļĀźņØ┤ ļüØļéśļ®┤ ĒöīļĀłņØ┤ĒŖĖļĪ£ļČĆĒä░ ņĪ░ņŗ¼ņŖżļ¤ĮĻ▓ī ļČäļ”¼ĒĢ£ļŗż(Fig. 25).
Ēæ£ļ®┤ņŚÉ ļé©ņØĆ ļĀłņ¦äņØä ņĀ£Ļ▒░ĒĢśĻ│Ā ņČöĻ░ĆļĪ£ Ļ▓ĮĒÖöņŗ£ĒéżļŖö Ēøäņ▓śļ”¼ Ļ│╝ņĀĢņØä Ļ▒░ņ╣śļ®┤ ņäżĻ│äĒĢ£ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śĻ░Ć ņÖäņä▒ļÉ£ļŗż. Ļ░äļŗ©Ē׳ ņäżļ¬ģĒ¢łņ¦Ćļ¦ī, Ēøäņ▓śļ”¼ Ļ│╝ņĀĢņØĆ ļ¦żņÜ░ ņżæņÜöĒĢ£ ļŗ©Ļ│äņØ┤ļ»ĆļĪ£ ļÆżņŚÉņä£ ņ×ÉņäĖĒ׳ ņäżļ¬ģĒĢśĻ▓Āļŗż.
4. ļŗżņØ┤ļĀēĒŖĖ ņ¢╝ļØ╝ņØ┤ļäłņØś ĒŖ╣ņ¦Ģ
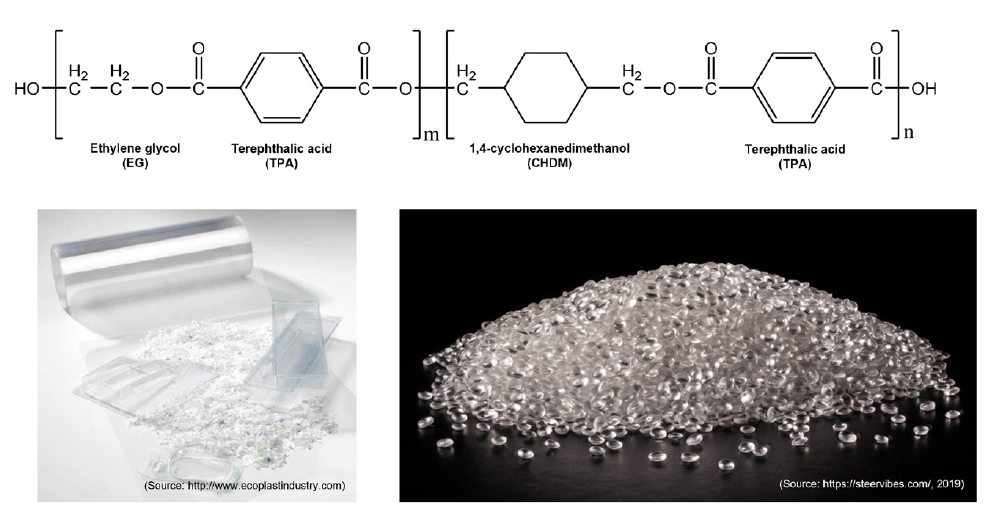
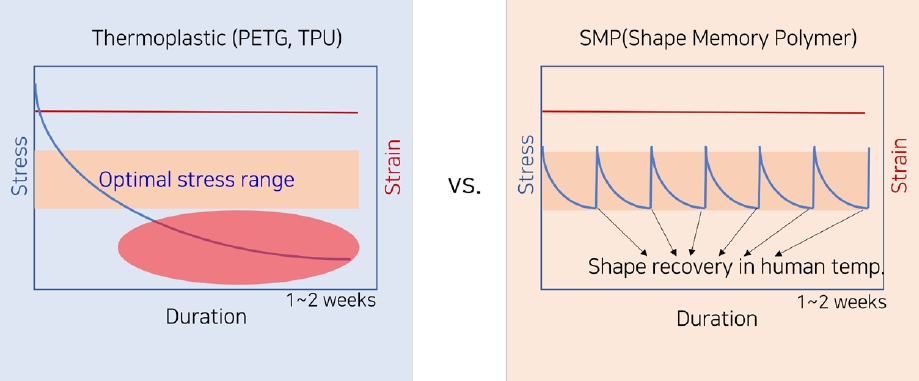
ņŚ┤ņä▒ĒśĢ ņןņ╣śņŚÉ ņé¼ņÜ®ļÉśļŖö ņŗ£ĒŖĖļŖö ļīĆļČĆļČä PETG (Polyethylene terephthalate glycol)ļØ╝ļŖö ņåīņ×¼ļź╝ ņØ┤ņÜ®ĒĢ£ļŗż. ņØ┤ ņåīņ×¼ļŖö ņÜ░ļ”¼Ļ░Ć ĒØöĒ׳ ņé¼ņÜ®ĒĢśļŖö ņØīļŻīņłśļ│æ ļō▒ņØś ņåīņ×¼Ļ░Ć ļÉśļŖö PETņŚÉ Ēł¼ļ¬ģĒĢ£ ņä▒ņ¦łņØä Ļ░Ćņ¦ĆĻ▓ī ĒĢ┤ņŻ╝ļŖö glycol ĻĖ░Ļ░Ć ļČÖņ¢┤ņ׳ļŖö ļČäņ×É ĻĄ¼ņĪ░ļź╝ Ļ░Ćņ¦äļŗż(Fig. 26). ļČäņ×ÉļōżņØĆ ņŗżņ▓śļ¤╝ Ļ╝¼ņØ┤Ļ│Ā ņ¢ĮĒśĆņ׳ļŖö ļ░░ņŚ┤ņØä ĒĢśļŖöļŹ░, ņÖĖļČĆņŚÉņä£ ņŚ┤ņØ┤ļéś ņĢĢļĀźņØ┤ Ļ░ĆĒĢ┤ņ¦Ćļ®┤ ļ░░ņŚ┤ņØ┤ ļ│ĆĒÖöļÉśļ®┤ņä£ ĒśĢĒā£ļÅä ļ│ĆĒĢ£ļŗż. ņØ┤ļ¤░ ņä▒ņ¦łņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņŚ┤ņä▒ĒśĢņØ┤ Ļ░ĆļŖźĒĢśļŗż. ĒĢśņ¦Ćļ¦ī ņŚ┤ņØ┤ļéś ņĢĢļĀźņØ┤ ņé¼ļØ╝ņ¦ĆļŹöļØ╝ļÅä ļ│ĆĒśĢļÉ£ ļČäņ×É ļ░░ņŚ┤ņØĆ ņ▓śņØīņØś ņ£äņ╣śļĪ£ ļÉśļÅīņĢäĻ░Ćņ¦ĆļŖö ļ¬╗ĒĢ£ļŗż. ĻĘĖļ¤¼ļ»ĆļĪ£ ņןņ╣ś ņé¼ņÜ®ĻĖ░Ļ░äņØ┤ ņ¦Ćļé©ņŚÉ ļö░ļØ╝ ļ░śļ│ĄļÉśļŖö ņ░®ĒāłĻ│╝ņĀĢņŚÉņä£ ņśüĻĄ¼ņĀüņØĖ ĒśĢĒā£ ļ│ĆĒśĢņØ┤ ļłäņĀüļÉśĻ│Ā ļ░Ćņ░®ļÅäĻ░Ć Ļ░ÉņåīĒĢśņŚ¼ ņ╣śņĢä ņØ┤ļÅÖņØś ĒÜ©ņ£©ņØ┤ ļé«ņĢäņ¦ĆļŖö Ļ▓░Ļ│╝ļź╝ ļé│Ļ▓ī ļÉ£ļŗż.
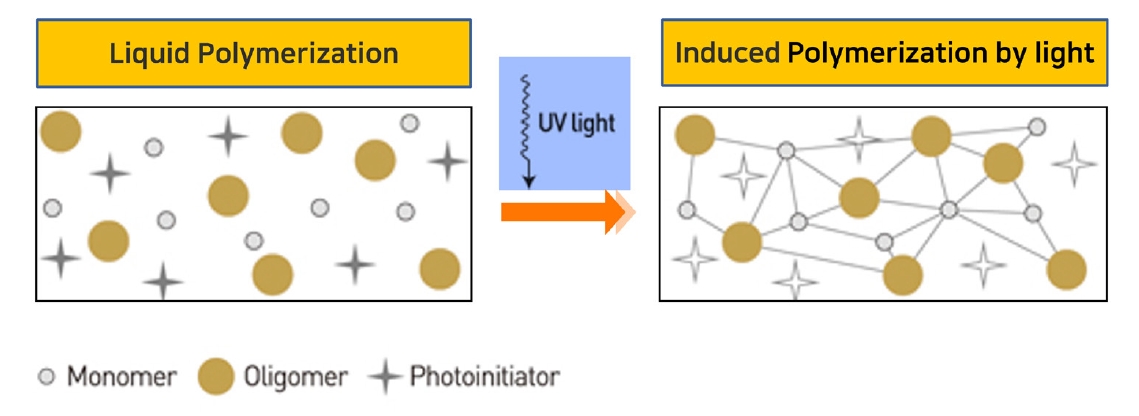
ļ░śļ®┤ ņĢäļלņŚÉņä£ ņåīĻ░£ĒĢśĻ│Āņ×É ĒĢśļŖö ņāłļĪ£ņÜ┤ ņåīņ×¼ļŖö TC85-DAC(Graphy Inc, Seoul, Korea)ļØ╝Ļ│Ā ļČłļ”¼ļŖö ĒÅ┤ļ”¼ņÜ░ļĀłĒāä ļ│ĄĒĢ®ņ▓┤ļĪ£ ļ¦īļōżņ¢┤ņ¦ä ļĀłņ¦ä ņåīņ×¼ņØ┤ļŗż. ļĀłņ¦äņØĆ ļ¬©ļģĖļ©ĖņÖĆ ņś¼ļ”¼Ļ│Āļ©ĖĻ░Ć ņä×ņŚ¼ ņ׳ļŖö ņāüĒā£ņŚÉņä£ UV Ļ┤æņŚÉ ļ░śņØæĒĢśļŖö Ļ┤æĻ░£ņŗ£ņĀ£Ļ░Ć ņ▓©Ļ░ĆļÉśņ¢┤ ņ׳ļŗż. ņŚ¼ĻĖ░ņŚÉ UV Ļ┤æņØä ņĪ░ņé¼ĒĢśļ®┤ Ļ┤æĻ░£ņŗ£ņĀ£Ļ░Ć ļ¬©ļģĖļ©ĖņÖĆ ņś¼ļ”¼Ļ│Āļ©ĖņØś ņżæĒĢ®ļ░śņØæņØä ņ£ĀļÅäĒĢśņŚ¼ ņÜ░ļ”¼Ļ░Ć ņøÉĒĢśļŖö ĒÅ┤ļ”¼ņÜ░ļĀłĒāä ļ│ĄĒĢ®ņ▓┤Ļ░Ć ņÖäņä▒ļÉ£ļŗż(Fig. 27). ņś¼ļ”¼Ļ│Āļ©ĖņØś ņä▒ņ¦łņŚÉ ļö░ļØ╝ ņĄ£ņóģ ĒÖöĒĢ®ļ¼╝ņØś ņŚ¼ļ¤¼ Ļ░Ćņ¦Ć ļ¼╝ļ”¼ņĀüņØĖ ĒŖ╣ņä▒ņØ┤ Ļ▓░ņĀĢļÉ£ļŗż. Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śĻ░Ć ņÜöĻĄ¼ĒĢśļŖö ņä▒ņ¦łņØ┤ļØ╝ļ®┤ 1. ĻĄ¼Ļ░Ģļé┤ ļåÆņØĆ ņŖĄļÅä ĒÖśĻ▓ĮņŚÉņä£ Ļ▓¼ļö£ ņłś ņ׳ļŖö ņåīņłśņä▒ņØä Ļ░ĆņĀĖņĢ╝ ĒĢśļ®░, 2. ņ╣śņĢä ņØ┤ļÅÖņØä ņ£äĒĢ£ ĒלņØä ļ░£Ē£śĒĢĀ ņłś ņ׳ņØä ņĀĢļÅäņØś Ēāäņä▒ņØ┤ ņ׳ņ¢┤ņĢ╝ ĒĢśĻ│Ā, 3. ņāØņ▓┤ņ╣£ĒÖöņĀüņØ┤ņ¢┤ņĢ╝ ĒĢĀ Ļ▓āņØ┤ļŗż.
ņØ┤ļ¤¼ĒĢ£ 3D Ēöäļ”░Ēä░ņÜ® ņåīņ×¼ļŖö ĻĄŁļé┤ņØś ĒÖöĒĢÖ ņåīņ×¼ ņĀäļ¼Ė ĻĖ░ņŚģ Ńł£ĻĘĖļלĒö╝ņŚÉņä£ ĒĢ®ņä▒ņŚÉ ņä▒Ļ│ĄĒĢśņśĆļŗż. TC-85DACņØś ļČäņ×É ĻĄ¼ņĪ░ļŖö PETGņÖĆ ļŗ¼ļ”¼ ĻĘĖļ¼╝ ĒśĢĒā£ļź╝ ļ│┤ņØ┤ļ®░ ļČäņ×É Ļ░äņŚÉ Ļ░ĢļĀźĒĢ£ ļ¦üĒü¼Ļ░Ć ĒśĢņä▒ļÉśņ¢┤ ņ׳ļŗż. ņŚ¼ĻĖ░ņŚÉ ņŚ┤ņØ┤ļéś ņĢĢļĀźņØ┤ Ļ░ĆĒĢ┤ņ¦Ćļ®┤ ļČäņ×ÉĻ░Ć Ļ▒░ļ”¼Ļ░Ć ļŗżņåī ļ®Ćņ¢┤ņ¦Ćņ¦Ćļ¦ī, ļČäņ×Éļź╝ ņŚ░Ļ▓░ĒĢśļŖö ļ¦üĒü¼ļŖö ĒīīĻ┤┤ļÉśņ¦Ć ņĢŖĻ│Ā ņ׳ļŗżĻ░Ć ņŚ┤Ļ│╝ ņĢĢļĀźņØ┤ ņé¼ļØ╝ņ¦Ćļ®┤ ņøÉļלņØś ļ░░ņŚ┤ļĪ£ ļÉśļÅīņĢäĻ░ĆļŖö ĒŖ╣ņØ┤ĒĢ£ ņä▒ņ¦łņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż(Fig. 28) [2].
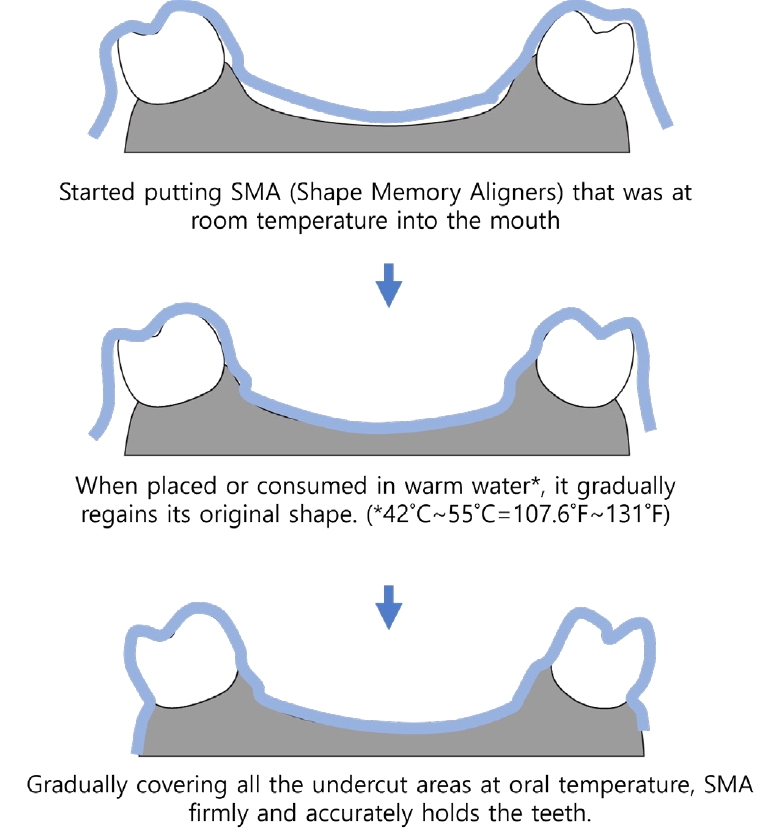
ņāüņś©ņŚÉņä£ļŖö ņØ╝ļ░śņĀüņØĖ PETG ļśÉļŖö ĻĘĖ ņÖĖ ĒÜīņé¼ņŚÉņä£ ļ¦īļō£ļŖö ņŚ┤ņä▒ĒśĢ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣ś ņŗ£ĒŖĖņÖĆ ļ¼╝ļ”¼ņĀüņØĖ ņä▒ņ¦ł ļō▒ņØĆ ņ£Āņé¼ĒĢśļŗż. ĒĢśņ¦Ćļ¦ī ĒśĢņāüĻĖ░ņ¢Ą ņä▒ņ¦łņØĆ ņØ┤ ņåīņ×¼ļ¦īņØ┤ Ļ░Ćņ¦ĆļŖö ļÅģĒŖ╣ĒĢ£ ņä▒ņ¦łņØ┤ļ®░, Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śņØś ĒĢ£Ļ│äļź╝ ĻĘ╣ļ│ĄĒĢ┤ņżä Ļ▓āņØ┤ļØ╝ ĻĖ░ļīĆļÉśļŖö Ēü░ ļ░£ļ¬ģņØ┤ļØ╝Ļ│Ā ņāØĻ░üĒĢ£ļŗż. ņØ┤ ņåīņ×¼ļĪ£ ļ¦īļō£ļŖö Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śĻ░Ć Ļ░Ćņ¦ä ļÅģĒŖ╣ĒĢ£ ņä▒ņ¦łņØä ļéśĒāĆļé┤ĻĖ░ ņ£äĒĢ┤ ĒśĢņāüĻĖ░ņ¢Ą Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣ś(shape memory aligner, SMA)ļØ╝Ļ│Ā ļČĆļźĖļŗż(Table 1).
SMA ņåīņ×¼ņŚÉ ļīĆĒĢ┤ ņĪ░ĻĖł ļŹö Ļ╣ŖņØ┤ ņé┤ĒÄ┤ļ│┤ņ×É.
ņØ┤ ņåīņ×¼ņØś Ēāäņä▒ņØĆ ņś©ļÅäņŚÉ ļö░ļØ╝ ļ│ĆĒÖöĒĢśļŖö ĒŖ╣ņä▒ņØ┤ ņ׳ļŗż.
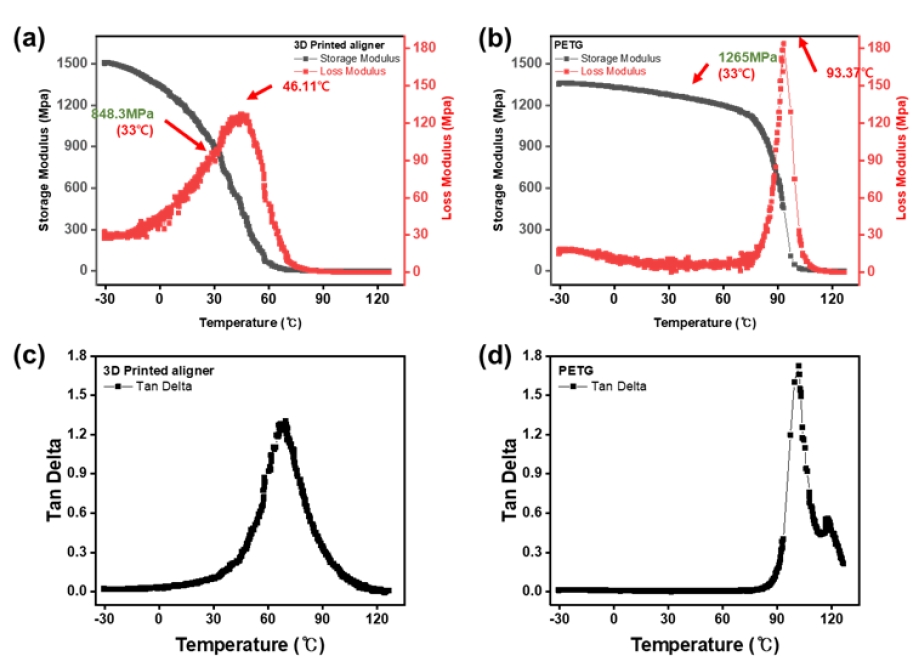
ļÅÖņĀüĻĖ░Ļ│äļČäņäØ(DMA)ļź╝ ĒåĄĒĢ£ ņĀÉĒāäņä▒ ĒŖ╣ņä▒ ĒÅēĻ░ĆņŚÉņä£ ļéśņś© Ļ▓░Ļ│╝ļŖö, SMAņØś ņåīņ×¼ņØĖ TC-85ļŖö 37┬░CņŚÉņä£ Ļ░üĻ░ü 713.6MPa, 111.60MPa ļ░Å 0.16ņØś ņĀĆņן Ēāäņä▒ļźĀ, ņåÉņŗż Ēāäņä▒ļźĀ ļ░Å ņåÉņŗż ĒāäņĀĀĒŖĖļź╝ ļéśĒāĆļāłņ£╝ļ®░(Fig. 29a,c), PETGņØś ņĀĆņן Ēāäņä▒ļźĀ, ņåÉņŗż Ēāäņä▒ļźĀ ļ░Å ņåÉņŗż ĒāäņĀĀĒŖĖļŖö Ļ░üĻ░ü 1262MPa, 5.58MPa ļ░Å 0.004ņśĆļŗż(Fig. 29b,d). ļæÉ ņ×¼ļŻī ļ¬©ļæÉ 37┬░CņŚÉņä£ Ļ│Āņ▓┤ņÖĆ ņ£Āņé¼ĒĢ£ Ļ▒░ļÅÖņØä ļ│┤ņśĆņ¦Ćļ¦ī TC-85ļŖö ļŹö ņĀÉņä▒ ņ׳ļŖö ļ░śņØæņØä ļ│┤ņśĆļŗż. Tg(ņ£Āļ”¼ņĀäņØ┤ņś©ļÅä: Ļ│Āņ▓┤ņÖĆ ņĢĪņ▓┤ņØś ņżæĻ░ä ļŗ©Ļ│äļĪ£ ļ¼╝ļĀüĻ▒░ļ”¼ļŖö ļŖÉļéīņØ┤ ļéśļŖö ņāüĒā£Ļ░Ć ļÉśļŖö ņś©ļÅäļź╝ ļ¦ÉĒĢ£ļŗż.)ļŖö ņĀĆņן Ēāäņä▒ļźĀņŚÉ ļīĆĒĢ£ ņåÉņŗż Ēāäņä▒ļźĀņØś ļ╣äņ£©ņØĖ ņåÉņŗż ĒāäņĀĀĒŖĖņØś Ēö╝Ēü¼ļĪ£ ņĀĢņØśļÉśļŖöļŹ░, TC-85ņÖĆ PETGņØś TgļŖö Ļ░üĻ░ü 69.45┬░CņÖĆ 101.8┬░CņśĆļŗż(Fig. 29c,d). ņØ┤Ļ▓āņØä ņ×äņāüņĀüņ£╝ļĪ£ ņēĮĻ▓ī ņäżļ¬ģĒĢ£ļŗżļ®┤, TC-85ļĪ£ ļ¦īļōĀ SMAļŖö ņāüņś©ņŚÉņä£ļŖö ĒāĆņé¼ ņŚ┤ņä▒ĒśĢ ņŗ£ĒŖĖ ņåīņ×¼ņÖĆ ļ╣äņŖĘĒĢ£ Ēāäņä▒ņØä ļ│┤ņØ┤ņ¦Ćļ¦ī ņäŁņö© 37ļÅäņŚÉņä£ļŖö Ēāäņä▒ņØ┤ ņĢĮĻ░ä ņżäņ¢┤ļōżņ¢┤ ņāØļ”¼ņĀüņ£╝ļĪ£ ņ╣śņĢäņØ┤ļÅÖņŚÉ ļŹö ņ£Āļ”¼ĒĢ£ light forceļź╝ ļ░£Ē£śĒĢ£ļŗżļŖö Ļ▓āņØä ņØśļ»ĖĒĢ£ļŗż[2].
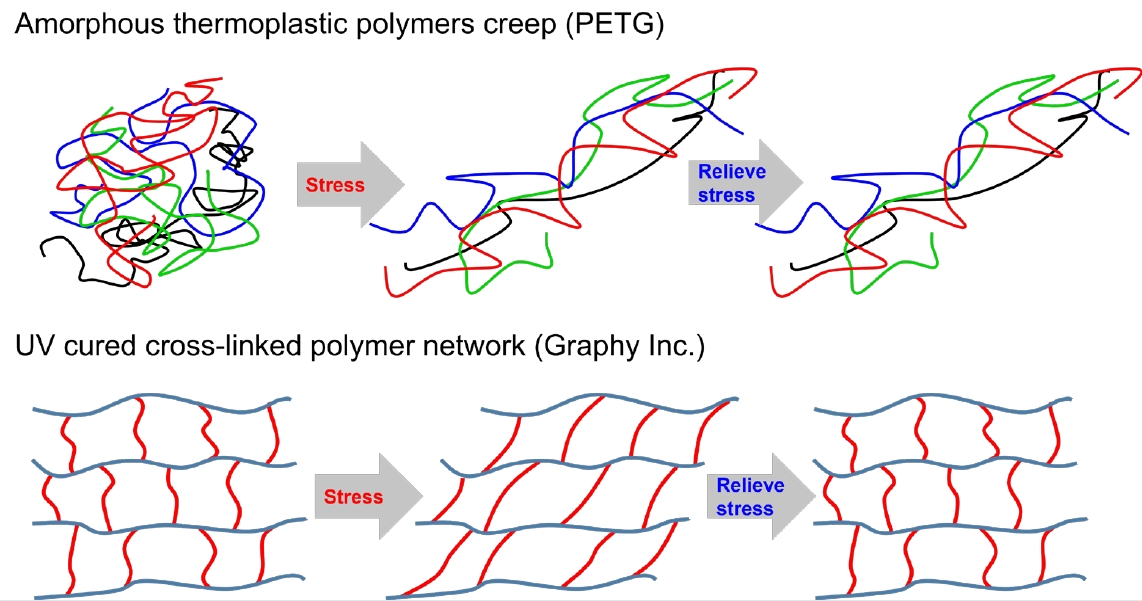
PETGļĪ£ ļ¦īļōĀ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śļŖö ņé¼ņÜ® ņŗ£Ļ░äņØ┤ ņ¦Ćļéśļ®┤ņä£ ļ░£Ē£śĒĢśļŖö ĒלņØ┤ ņĀÉņĀÉ ņżäņ¢┤ļōżņ¢┤ ĻĄÉņĀĢņĀüņ£╝ļĪ£ ļ¼┤ņØśļ»ĖĒĢ£ ņłśņżĆĻ╣īņ¦Ć Ļ░ÉņåīĒĢśĻ▓ī ļÉ£ļŗż. ņØ┤Ļ▓āņØĆ ļ░śļ│ĄļÉśļŖö ņ░®ĒāłņŚÉ ņØśĒĢ┤ ņśüĻĄ¼ņĀüņØĖ ļ│ĆĒśĢņØ┤ ņØ╝ņ¢┤ļé¼ļŗżļŖö Ļ▓āņØä ņØśļ»ĖĒĢ£ļŗż. ĻĘĖņŚÉ ļ░śĒĢ┤ SMAļŖö ņ░®ĒāłņØ┤ ļ░śļ│ĄļÉśļ®┤ņä£ ņ▓┤ņś©ņŚÉ ņØśĒĢ┤, ļ│ĆĒśĢļÉ£ ĒśĢĒā£Ļ░Ć ņøÉļל ĒśĢĒā£ļĪ£ ļÉśļÅīņĢäĻ░ĆļŖö ĒśĢĒā£ ĒÜīļ│ĄņØ┤ ņØ╝ņ¢┤ļé©ņ£╝ļĪ£ ņØĖĒĢ┤ ĻĄÉņĀĢļĀźņØ┤ Ļ▒░ņØś ņåīņŗżļÉśņ¦Ć ņĢŖņĢä ņןĻĖ░Ļ░ä ņ£ĀĒÜ©ĒĢ£ ĻĄÉņĀĢļĀźņØä ļ░£Ē£śĒĢĀ ņłś ņ׳ļŗżļŖö ņןņĀÉņØ┤ ņ׳ļŗż(Fig. 30) [2].
ņäŁņö© 100ļÅäņØś ļ¼╝ņŚÉ ļäŻĻ│Ā 1ļČäĻ░ä ļüōņØ┤ļŹöļØ╝ļÅä ĒśĢĒā£ņÖĆ ļ¼╝ļ”¼ņĀü ņä▒ņ¦łņØś ļ│ĆĒÖöĻ░Ć ņŚåņ¢┤ņä£, ĒÖśņ×ÉĻ░Ć ņןņ╣ś ņé¼ņÜ® ņżæņŚÉ ņäĖņ▓ÖņØ┤ļéś ņé┤ĻĘĀņØä ņåÉņēĮĻ▓ī ĒĢĀ ņłś ņ׳ļŗżļŖö ņĀÉņØĆ ĒāĆ ņןņ╣śņŚÉņä£ļŖö ņĀłļīĆ ļČłĻ░ĆļŖźĒĢ£ ņןņĀÉņØ┤ ļÉĀ Ļ▓āņØ┤ļŗż.
ņŚ┤ņä▒ĒśĢņןņ╣śļŖö ņĀ£ņ×æĻ│╝ņĀĢņŚÉņä£ ņ╣śņĢäņØś ĒśĢĒā£ņŚÉ ļö░ļØ╝ ļŖśņ¢┤ņ¦Ćļ®┤ņä£ ļæÉĻ╗śĻ░Ć ļŗ¼ļØ╝ņ¦äļŗż. ĒĢśņ¦Ćļ¦ī SMAļŖö ļŗżņØ┤ļĀēĒŖĖ Ēöäļ”░Ēīģ ļ░®ņŗØņ£╝ļĪ£ ņĀ£ņ×æĒĢśļ»ĆļĪ£, ņäżĻ│ä Ļ│╝ņĀĢņŚÉņä£ ņĀäņ▓┤ ļæÉĻ╗śļź╝ ĻĘĀņØ╝ĒĢśĻ▓ī ļśÉļŖö ņłĀņ×ÉņØś ņØśļÅäņŚÉ ļö░ļØ╝ ļČĆņ£äļ│äļĪ£ ļŗżļź┤Ļ▓ī ņĀ£ņ×æĒĢĀ ņłś ņ׳ļŗż(Fig. 31).
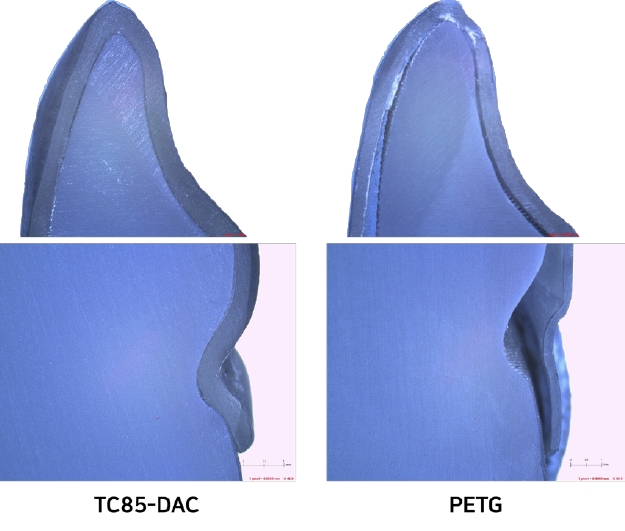
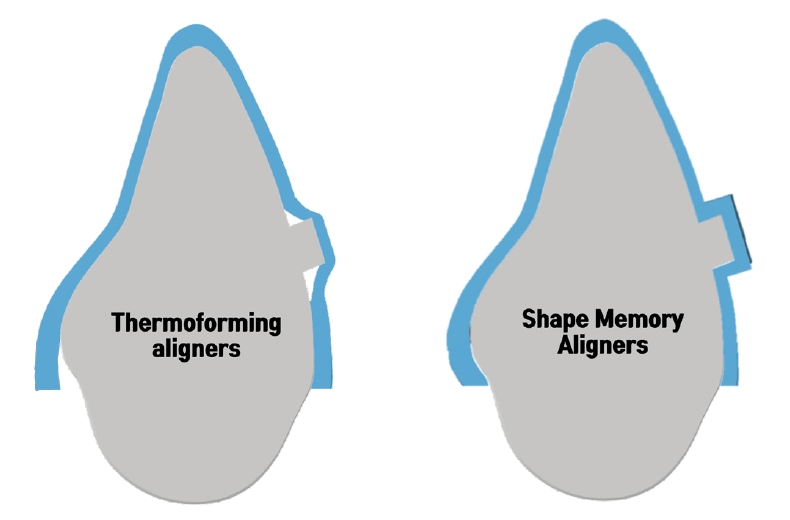
ņŚ┤ņä▒ĒśĢ ņןņ╣śņŚÉ ļ╣äĒĢ┤ SMAļŖö ņ╣śņĢä Ēæ£ļ®┤Ļ│╝ Ļ▒░ņØś ņÖäļ▓ĮĒĢśĻ▓ī ļ░Ćņ░®ļÉ£ļŗż. PETGļŖö ĒĢ©ļ¬░ļÉ£ ļČĆņ£äņŚÉ ļ░Ćņ░®ļÉśĻĖ░ļŖö ņ¢┤ļĀżņÜĖ ņłśļ░¢ņŚÉ ņŚåņ£╝ļ®░ undercut ļČĆņ£äļź╝ blockout ĒĢśņ¦Ć ņĢŖĻ│Ā ņĀ£ņ×æĒĢ£ļŗżļ®┤ ņ░®ĒāłņØä ļ░śļ│ĄĒĢ©ņŚÉ ļö░ļØ╝ ņśüĻĄ¼ļ│ĆĒśĢņØ┤ ļ░£ņāØĒĢĀ Ļ░ĆļŖźņä▒ņØ┤ ļŹöņÜ▒ ņ╗żņ¦äļŗż(Fig. 32).
ņāüļīĆņĀüņ£╝ļĪ£ SMAņŚÉņä£ļŖö blockoutņØś ĒĢäņÜöņä▒ņØ┤ ĻĘĖļ¦īĒü╝ ņżäņ¢┤ļōżĻ│Ā ļŹö ļ¦ÄņØĆ ņ╣śļ®┤Ļ│╝ ņĀæņ┤ēĒĢĀ ņłś ņ׳ņ¢┤, ņ╣śļ®┤ņØä ļ»ĖļŖö Ēלņ£╝ļĪ£ ņ╣śņĢäļź╝ ņØ┤ļÅÖņŗ£ĒéżļŖö Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śņØś ņŚŁĒĢÖņŚÉ ļö░ļØ╝, ņ╣śņĢä ņØ┤ļÅÖņØś ĒÜ©ņ£©ņØĆ ņ”Øņ¦äļÉ£ļŗż.
blockout ņŚåņØ┤ ņĀ£ņ×æļÉ£ SMAļź╝ ļö░ļ£╗ĒĢ£ ļ¼╝ņŚÉņä£ ņŚ░ĒÖöņŗ£Ēé© Ēøä ņןņ░®ĒĢśĻ▓ī ļÉśļ®┤ ņ▓┤ņś©ņŚÉņä£ ņŗØņ£╝ļ®┤ņä£ ņĀÉņ░© ņ╣śļ®┤ņŚÉ ņÖäņĀäĒ׳ ļ░Ćņ░®ĒĢśĻ▓ī ļÉ£ļŗż(Fig. 33).
ņĢ×ņä£ ņ¢ĖĻĖēĒ¢łļŹś ņ╣śļŻī ĒÜ©ņ£©ņØä ļåÆņØ┤ĻĖ░ ņ£äĒĢ£ ņ¢┤Ēā£ņ╣śļ©╝ĒŖĖļź╝ ņĀüņÜ®ĒĢĀ ļĢī, ņŚ┤ņä▒ĒśĢ ņןņ╣śļ│┤ļŗż SMAĻ░Ć ņĀĢļ░ĆĒĢśĻ▓ī ņĀ£ņ×æļÉśļ®░ ņ░®Ēāł ļ░śļ│ĄņŚÉ ļö░ļźĖ ņśüĻĄ¼ļ│ĆĒśĢņØ┤ ņĀüĻ│Ā ņ¢┤Ēā£ņ╣śļ©╝ĒŖĖņÖĆ ņĀæņ┤ēņØ┤ Ēø©ņö¼ ņל ņØ┤ļŻ©ņ¢┤ņĀĖ ņ¢┤Ēā£ņ╣śļ©╝ĒŖĖ ļČĆņ░®ņØś ņØśļÅäļź╝ ļŹöņÜ▒ ņל ņé┤ļ”┤ ņłś ņ׳ļŗż(Fig. 34).
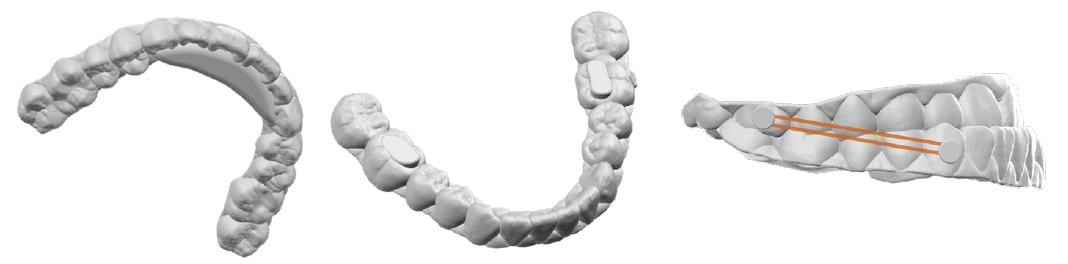
SMAļŖö ņäżĻ│ä ļŗ©Ļ│äņŚÉņä£ ņןņ╣śņŚÉ ĒĢäņÜöĒĢ£ ņČöĻ░Ć ĻĖ░ļŖźņØä ņ£äĒĢ£ ĒśĢĒā£ļź╝ ļČĆņŚ¼ĒĢĀ ņłś ņ׳ļŗż. ņśłļź╝ ļōżļ®┤ bite plate, bite block ļśÉļŖö Ļ│Āļ¼┤ņżäņØä Ļ▒Ė ņłś ņ׳ļŖö button ļō▒ņØ┤ļŗż(Fig. 35).
ļŗżņØī ņé¼ņ¦äņØś ņÖ╝ņ¬ĮņØĆ ņŚ┤ņä▒ĒśĢ ļ░®ļ▓Ģņ£╝ļĪ£ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śļź╝ ņĀ£ņ×æĒĢĀ ļĢī ļéśņśżļŖö ĒÅÉĻĖ░ļ¼╝ņØ┤ļŗż. ņŗ£ĒŖĖņØś ņĪ░Ļ░üĻ│╝ ļŗ©Ļ│äļ│ä ļ¬©ĒśĢņØĆ ļ¬©ļæÉ ĒÅÉĻĖ░ļ¼╝ņØ┤ ļÉ£ļŗż. SMA ņĀ£ņ×æ Ēøä ļéśņśżļŖö ĒÅÉĻĖ░ļ¼╝ņØĆ 3D Ēöäļ”░Ēīģ Ļ│╝ņĀĢņŚÉņä£ ņé¼ņÜ®ļÉśļŖö ņ¦Ćņ¦ĆļīĆĻ░Ć ĻĘĖĻ▓āņØ┤ļŗż. ļæÉ ļ░®ļ▓ĢņŚÉņä£ ļ░£ņāØĒĢśļŖö ĒÅÉĻĖ░ļ¼╝ņØś ņ¢æņØĆ ĒÖĢņŗżĒ׳ ņ░©ņØ┤Ļ░Ć ļé£ļŗż(Fig. 36).
ņ¦ĆĻĖłĻ╣īņ¦Ć ņé┤ĒÄ┤ļ│Ė ļé┤ņÜ®ļōżņØä ļ░öĒāĢņ£╝ļĪ£ SMAĻ░Ć Ļ░Ćņ¦ĆļŖö ņןņĀÉņØĆ ņĢäļלņÖĆ Ļ░Öļŗż.
Ļ░Ć. ņāüļīĆņĀüņ£╝ļĪ£ ļé«ņØĆ ĻĄÉņĀĢļĀźņØä ļ░£Ē£śĒĢ£ļŗż.
ļéś. ņ╣śļ®┤ņŚÉ Ļ▒░ņØś ņÖäļ▓ĮĒĢśĻ▓ī ļ░Ćņ░®ļÉ£ļŗż.
ļŗż. ņ¢┤Ēā£ņ╣śļ©╝ĒŖĖņØś ĒĢäņÜöņä▒ņØ┤ ņżäņ¢┤ļōĀļŗż.
ļØ╝. ņĄ£ņåīĒĢ£ņØś blockoutļ¦ī ĒĢäņÜöĒĢśļŗż.
ļ¦ł. ļüōļŖö ļ¼╝ļĪ£ ņé┤ĻĘĀĒĢĀ ņłś ņ׳ļŗż.
ļ░ö. ļČĆņ£äņŚÉ ļö░ļØ╝ ļŗżļźĖ ļæÉĻ╗śļź╝ ļČĆņŚ¼ĒĢĀ ņłś ņ׳ļŗż.
ņé¼. ĒĢäņÜöĒĢ£ ĒśĢĒā£ļź╝ ļ»Ėļ”¼ ņäżĻ│äĒĢśņŚ¼ ņČöĻ░ĆĒĢĀ ņłś ņ׳ļŗż.
ņĢä. Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ņ╣śņĢä ņØ┤ļÅÖ ĒÜ©ņ£©ņØ┤ ņ”Øņ¦äļÉ£ļŗż.
ņ×É. ĒÅÉĻĖ░ļ¼╝ņØ┤ ņĀüņ¢┤ ņ╣£ĒÖśĻ▓ĮņĀüņØ┤ļŗż.
5. ņ×ÉĻ░Ć ņĀ£ņ×æ ņŗ£ ņŻ╝ņØśĒĢĀ ņĀÉ
ņŚ¼ļ¤¼ ĒÜīņé¼ņŚÉņä£ ņłĀņ×ÉņØś ņØśļó░ņŚÉ ļö░ļØ╝ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śļź╝ ņĀ£ņ×æĒĢśņŚ¼ ņÖäņä▒ĒÆłņØä ļ░░ņåĪĒĢ┤ņŻ╝ĻĖ░ļÅä ĒĢśņ¦Ćļ¦ī, Ļ░£ņøÉĻ░ĆņŚÉņä£ ņŚ┤ņä▒ĒśĢĻĖ░ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņ¦üņĀæ ņןņ╣śļź╝ ņĀ£ņ×æĒĢśĻĖ░ļÅä ĒĢ£ļŗż. SMAļÅä ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ņĀ£ņĪ░ņé¼ņŚÉ ņŻ╝ļ¼ĖĒĢĀ ņłśļÅä ņ׳Ļ│Ā ņøÉļé┤ ņĀ£ņ×æļÅä Ļ░ĆļŖźĒĢśļŗż. ņøÉļé┤ ņĀ£ņ×æĒĢĀ ļĢīļŖö ņØ╝ļ░śņĀüņØĖ 3D Ēöäļ”░Ēä░ ņÜ┤ņÜ®Ļ│╝ļŖö ļŗżļźĖ ļ░śļō£ņŗ£ ņ¦Ćņ╝£ņĢ╝ ĒĢĀ ņŻ╝ņØśņĀÉņØ┤ ņ׳ļŗż.
1) ņ×öņŚ¼ ļĀłņ¦ä ņĀ£Ļ▒░
ļĀłņ¦äņØä ņåīņ×¼ļĪ£ ņØ┤ņÜ®ĒĢśļŖö ļīĆļČĆļČäņØś 3D Ēöäļ”░Ēä░ņŚÉņä£ļŖö ņČ£ļĀź ņ¦üĒøä Ēæ£ļ®┤ņŚÉ ļé©ņØĆ ņ×öņŚ¼ ļĀłņ¦äņØä ņĢäņØ┤ņåīĒöäļĪ£ĒĢä ņĢīņĮ£ļĪ£ ņäĖņ▓ÖĒĢ£ļŗż. SMAļŖö ņĢīņĮ£Ļ│╝ ņĀæņ┤ēĒĢśļ®┤ Ēæ£ļ®┤ ĻĄ¼ņĪ░Ļ░Ć ļČĢĻ┤┤ĒĢśņŚ¼ ļČłĒł¼ļ¬ģĒĢśĻ▓ī ļ│ĆĒĢśļ®┤ņä£ ĻĄ¼Ļ░Ģ ļé┤ņŚÉņä£ ņłśļČä ĒØĪņłśĻ░Ć ņ┤ēņ¦äļÉśĻ│Ā ļé┤ĻĄ¼ņä▒ņØ┤ ļ¢©ņ¢┤ņ¦ĆĻ▓ī ļÉ£ļŗż. ĻĘĖļלņä£ ņøÉņŗ¼ļĀźņØä ņØ┤ņÜ®ĒĢśņŚ¼ ĒäĖņ¢┤ļé┤ļŖö ļ░®ņŗØņ£╝ļĪ£ ņ×öņŚ¼ ļĀłņ¦äņØä ņĀ£Ļ▒░ĒĢ£ļŗż(Fig. 37).
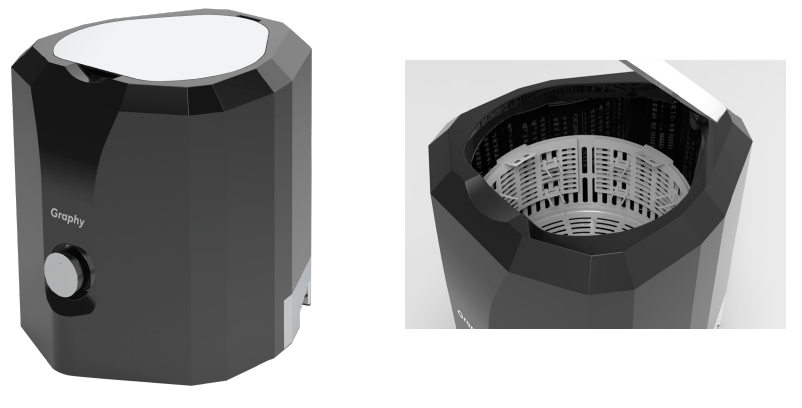
2) ĒøäĻ▓ĮĒÖö
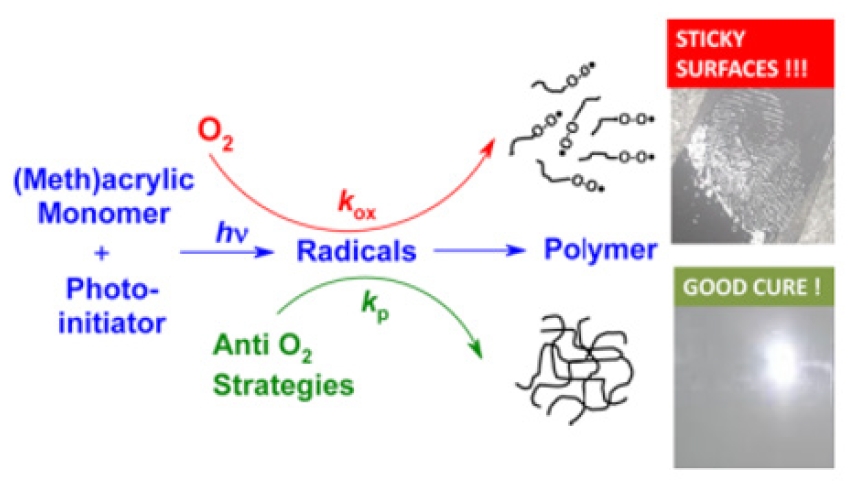
3D Ēöäļ”░ĒīģņØś ļ¦łņ¦Ćļ¦ē ļŗ©Ļ│äļŖö ĒøäĻ▓ĮĒÖöņØ┤ļŗż. Ēöäļ”░Ēä░ņŚÉņä£ ļ░öļĪ£ ļČäļ”¼ļÉ£ ņāüĒā£ņŚÉņä£ļŖö ļĀłņ¦äņØś ņżæĒĢ®ļ░śņØæņØ┤ ļüØļé£ Ļ▓āņØ┤ ņĢäļŗłĻĖ░ ļĢīļ¼ĖņŚÉ ņÖäņĀäĒĢ£ ņżæĒĢ®ņØä ņ£äĒĢ£ ĒøäĻ▓ĮĒÖö Ļ│╝ņĀĢņØ┤ ĒĢäņłśņĀüņØ┤ļŗż. ĒøäĻ▓ĮĒÖö Ļ│╝ņĀĢņØĆ ņĢĪņ▓┤ ļĀłņ¦ä ņåŹņŚÉ ļ░śņØæļÉśņ¦Ć ņĢŖĻ│Ā ļé©ņĢäņ׳ļŖö ļ¬©ļģĖļ©ĖņÖĆ ņś¼ļ”¼Ļ│Āļ©Ėļź╝ Ļ▓░ĒĢ®ĒĢ┤ņŻ╝ļŖö Ļ│╝ņĀĢņØ┤ļŗż. ņČ®ļČäĒ׳ UV lightļź╝ ņĪ░ņé¼ĒĢ┤ņżĆ Ļ▓ā Ļ░ÖņØĆļŹ░ Ēæ£ļ®┤ņØ┤ ļüłņĀüĻ▒░ļ”¼ļŖö Ļ▓ĮņÜ░ļź╝ ņ×ÉņŻ╝ ļ│╝ ņłś ņ׳ļŗż. UV lightņŚÉ ņØśĒĢ£ Ļ▓ĮĒÖöļŖö ļ¼╝ņ▓┤ņØś ļé┤ļČĆņŚÉņä£ļŖö ņל ņØ╝ņ¢┤ļéśņ¦Ćļ¦ī, Ēæ£ļ®┤ņŚÉņä£ļŖö Ļ│ĄĻĖ░ ņżæņØś ņé░ņåīĻ░Ć ņżæĒĢ®ļ░śņØæņØä ļ░®ĒĢ┤ĒĢśņŚ¼ ļ¬©ļģĖļ©Ė ļīĆņŗĀ ņé░ņåīĻ░Ć ĻĘĖ ņ×Éļ”¼ļź╝ ņ░©ņ¦ĆĒĢśĻ▓ī ļÉ£ļŗż. ĻĘĖ Ļ▓░Ļ│╝ Ēł¼ļ¬ģļÅäņÖĆ ļé┤ĻĄ¼ņä▒ņØ┤ ļ¢©ņ¢┤ņ¦ĆĻ▓ī ļÉ£ļŗż(Fig. 38) [3].
ņØ┤ļĀćĻ▓ī Ēæ£ļ®┤ Ļ▓ĮĒÖö ļ░śņØæņØä ļ░®ĒĢ┤ĒĢśļŖö ņé░ņåīņÖĆ ņĀæņ┤ēņØä ņ░©ļŗ©ĒĢśļŖö ļ░®ļ▓ĢņØ┤ ĒĢäņÜöĒĢ£ļŹ░(Fig. 39) [4], ĒÜ©Ļ│╝ņĀüņØĖ ļ░®ļ▓Ģņ£╝ļĪ£ļŖö Ļ▓ĮĒÖöĻĖ░ ļé┤ļČĆļĪ£ ņ¦łņåīļź╝ ņŻ╝ņ×ģĒĢ┤ Ļ▓ĮĒÖöĻĖ░ ļé┤ ņé░ņåī ļåŹļÅäļź╝ 5% ņØ┤ĒĢśļĪ£ ņżäņŚ¼ ņé░ņåī ņ░©ļŗ© ĒÜ©Ļ│╝ļź╝ ĻŠĆĒĢśļŖö Ļ│╝ņĀĢņØä ņłśĒ¢ēĒĢ£ļŗż. SMA ĒøäĻ▓ĮĒÖöņŚÉļŖö ņ¦łņåī ļ░£ņāØĻĖ░Ļ░Ć ļČĆņ░®ļÉ£ Ļ▓ĮĒÖöĻĖ░ļź╝ ņé¼ņÜ®ĒĢ£ļŗż(Fig. 40).
ņ¦łņåī Ļ▓ĮĒÖöĻĖ░ ņé¼ņÜ®ņØĆ ņäĀĒāØņé¼ĒĢŁņØ┤ ņĢäļŗī ĒĢäņłśļĪ£ ņłśĒ¢ēĒĢśņŚ¼ņĢ╝ ĒĢśļŖö ņĀłņ░©ņØ┤ļŗż. ņČöĻ░ĆņĀüņØĖ ņŚ┤ņżæĒĢ®ļ░śņØæņ£╝ļĪ£ ĒÖöĒĢÖļ░śņØæņØä ņÖäņä▒ĒĢśĻĖ░ ņ£äĒĢ┤ ļüōļŖö ļ¼╝ņŚÉ 1ļČäĻ░ä ļäŻļŖöļŗż. ņØ┤ļ¤░ ĒøäĻ▓ĮĒÖö Ļ│╝ņĀĢņØä Ļ▒░ņ│ÉņĢ╝ ļ»ĖņżæĒĢ® ļ¬©ļģĖļ©ĖĻ░Ć ņ£ĀņČ£ļÉśļŖö ņØ╝ņØ┤ ļ░£ņāØĒĢśņ¦Ć ņĢŖļŖöļŗż. ņ£ĀņČ£ļÉśļŖö ļ¬©ļģĖļ©ĖļŖö ņāØņ▓┤ Ļ│╝ļ»╝ļ░śņØæņØś ņøÉņØĖņØ┤ ļÉĀ ņłś ņ׳ļŗż.
ņøÉļé┤ņŚÉņä£ SMAļź╝ ņ¦üņĀæ ņĀ£ņ×æĒĢśĻ│Āņ×É ĒĢśļŖö ņ╣śĻ│╝ņØśņé¼ļŖö, 3D Ēöäļ”░Ēä░ļź╝ ļŗżļŻ©ļŖö Ļ│╝ņĀĢņØĆ ĒŖ╣ļ│äĒĢśņ¦Ć ņĢŖņ¦Ćļ¦ī, Ēøäņ▓śļ”¼ Ļ│╝ņĀĢņŚÉņä£ ļ░śļō£ņŗ£ ņ¦Ćņ╝£ņĢ╝ ĒĢśļŖö ņłśņ╣ÖņØä ņżĆņłśĒĢśņŚ¼, ņØ╝ņ¢┤ļéśņ¦Ć ņĢŖņĢäņĢ╝ ĒĢśļŖö ļČĆņ×æņÜ®ņØä ļ»Ėļ”¼ ļ░®ņ¦ĆĒĢśļÅäļĪØ ņŻ╝ņØśĒĢ£ļŗż.
III. Ļ▓░ļĪĀ
ņĢ×ņŚÉņä£ ņé┤ĒÄ┤ļ│Ė ņāłļĪ£ņÜ┤ ņåīņ×¼ļź╝ ņØ┤ņÜ®ĒĢ£ SMAļŖö ņśżļ×£ ĻĖ░Ļ░ä ņé¼ņÜ®ĒĢ┤ ņśżļŹś ĒāĆ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śļ│┤ļŗż ņÜ░ņłśĒĢ£ ņĀÉņØ┤ ņ׳ņ¦Ćļ¦ī, ĻĘ╝ļ│ĖņĀüņ£╝ļĪ£ Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śĻ░Ć Ļ░Ćņ¦ä ĒĢ£Ļ│äņĀÉņØä ņÖäņĀäĒ׳ ĻĘ╣ļ│ĄĒĢ£ Ļ▓āņØĆ ņĢäļŗłļŗż. ņĪ░ĻĖł ļŹö ņ╣śļŻī ĒÜ©ņ£©ņØä ļåÆņØ╝ ņłś ņ׳ļŖö ņä▒ņ¦łņØä Ļ░¢ņČöĻ│Ā ņ׳ņ¦Ćļ¦ī, ņØ┤ ļśÉĒĢ£, ņé¼ņÜ®ņ×ÉĻ░Ć ļŖśĻ│Ā ņŗżņĀ£ ņ╣śļŻīĒĢ£ ĒÖśņ×ÉņŚÉ ļīĆĒĢ£ Ļ▓ĮĒŚśņØ┤ ņČĢņĀüļÉśņ¢┤ ļŹö ļ¦ÄņØĆ Ļ░£ņäĀĻ│╝ ļ░£ņĀäņØ┤ ņØ┤ļŻ©ņ¢┤ņĀĖņĢ╝ ĒĢĀ Ļ▓āņØ┤ļŗż. ņØĖļ╣äņĀłļØ╝ņØĖ ņ╣śļŻīņŚÉņä£ Ļ┤äļ¬®ĒĢĀļ¦īĒĢ£ ļ░£ņĀäņØĆ ņŖżļ¦łĒŖĖļ×ÖņØ┤ļØ╝ļŖö ĒÅ┤ļ”¼ņÜ░ļĀłĒāä ĒĢ®ņä▒ ņŗ£ĒŖĖļź╝ ņØ┤ņÜ®ĒĢśļ®┤ņä£ļČĆĒä░ļØ╝Ļ│Ā ļ¦ÉĒĢĀ ņłś ņ׳ļŗż. ņØ┤ņ▓śļ¤╝ ņåīņ×¼ņØś ļ░£ņĀäņØ┤ ņ╣śļŻī ĒÜ©ņ£©ņØä ņ”Øņ¦äņŗ£ņ╝£ ņŻ╝ņŚłļŗżļŖö Ļ▓ĮĒŚśņØĆ, SMAņŚÉļÅä ĻĘĖļīĆļĪ£ ņĀüņÜ®ļÉĀ ņłś ņ׳ņØä Ļ▓āņØ┤ļŗż. ņĀ£ņ×æ Ļ│╝ņĀĢņØś ĒĢäņłś ņŻ╝ņØś ņé¼ĒĢŁļ¦ī ņ¦ĆĒé©ļŗżļ®┤ ņĀ£ņ×æņØ┤ ņ¢┤ļĀĄņ¦Ć ņĢŖņ£╝ļ»ĆļĪ£ Ļ┤Ćņŗ¼ ņ׳ļŖö ņ╣śĻ│╝ņØśņé¼ļōżņØś ļÅäņĀäņØä ĻĖ░ļīĆĒĢ┤ ļ│Ėļŗż. ļ»ĖļלņØś Ēł¼ļ¬ģĻĄÉņĀĢņןņ╣śļŖö SMAĻ░Ć ņŻ╝ļźśĻ░Ć ļÉĀ Ļ▓āņØ┤ļØ╝ ņĪ░ņŗ¼ņŖżļ¤ĮĻ▓ī ņśłņāüĒĢ┤ ļ│┤ņ¦Ćļ¦ī, ļ░£ņĀäņØ┤ ņ¦äĒ¢ē ņżæņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ ļŹö ļ¦ÄņØĆ ņŚ░ĻĄ¼ņÖĆ ņŗ£Ļ░äņØ┤ ĒĢäņÜöĒĢĀ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż.












 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



